Mục lục ĐỒ ÁN TỐT NGHIỆP HỘP SỐ GIẢM TỐC TRỤC DẪN O31K6 CĐKT CAO THẮNG
Trong xu thế phát triển và hội nhập cùng kinh tế thế giới, với mục tiêu phát triển kinh tế đưa đất nước phát triển. Nhà nước đề ra chủ trương công nghiệp hóa hiện đại hóa đất nước, lấy công nghiệp hóa làm nền tảng để phát triển đất nước.
Sau những năm đổi mới cùng với tiến trình công nghiệp hóa, hiện đại hóa nền kinh tế nước ta ngày càng phát triển, sản lượng sản xuất hàng hóa hàng năm tăng mạnh. Một số sản phẩm được xuất khẩu sang thị trường nước ngoài đáp ứng cho nhu cầu cuộc sống.
Nếu so với trước đây thì đó là một thành quả lớn mà chúng ta gặt hái được sau khi công nghiệp hóa hiện đại hóa đất nước. Sử dụng máy móc để thay thế cho sức lao động của con người. Cùng với việc khoa học kỹ thuật ngày càng phát triển mạnh mẽ thì các máy móc mới với những công nghệ hiện đại ra đời đáp ứng những nhu cầu của con người trong sản xuất cũng như tăng hiệu suất làm việc.
Tuy nhiên máy móc cũng không phải là vĩnh cửu, mà phải được bảo trì kiểm tra sửa chữa để có thể duy trì được tuổi thọ của máy. Trong quá trình sản xuất nếu xảy ra sự cố thì phải tiến hành sản xuất để bảo đảm tiến độ sản xuất. Chúng ta cần nghiên cứu rõ kết cấu máy, cách vận hành…từ đó rút ra được những nguyên nhân gây ra hư hỏng để có biện pháp khắc phục và phòng ngừa. Kết hợp với đó chúng ta cần đề ra các biện pháp sửa chữa hợp lý, kinh tế mà vẫn đảm bảo được các yêu cầu kỹ thuật đề ra.
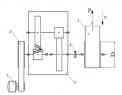
Dưới đây là bài thuyết minh sửa chữa các chi tiết hư hỏng của hộp giảm tốc SUMITOMO. Với kiến thức đã học cùng với sự hướng dẫn của giáo viên chúng em đã hoàn thành được đồ án. Tuy nhiên vẫn còn nhiều thiếu xót rất mong quý thầy cô cảm thông và chỉ bảo thêm.
II. PHẦN THUYẾT MINH
A.TRỤC III
PHẦN I: PHÂN TÍCH CHI TIẾT SỬA CHỮA
1.Khái niệm chung về trục
Các chi tiết dạng trục là những chi tiết để đỡ các chi tiết quay, truyền moment xoắn, chúng có bề mặt cơ bản là mặt tròn xoay. Tùy theo đặc điểm tải trọng , theo hình dạng, theo cấu tạo trục mà có thể phân chúng làm các loại như : trục truyền, trục khủy, trục thẳng, trục trơn, trục bậc, trục rỗng…
- Phân loại
- Theo đặc điểm chịu tải trọng ta có: trục truyền, trục truyền động, trục chính, trục tâm
- Theo hình dạng đường tâm trục ta có: trục khuỷu, trục thẳng, trục mềm
- Theo cấu tạo trục thẳng: trục trơn, trục bậc, trục rỗng
- Theo tiết diện trục : trục tròn, trục then hoa, trục định hình
PHẦN II: PHÂN TÍCH ĐẶC ĐIỂM, NGUYÊN NHÂN VÀ BIỆN PHÁP KHẮC PHỤC HƯ HỎNG
1.Phân tích nguyên nhân hư hỏng
a. Trục bị mòn:(ngõng trục)
Đây là dạng hỏng thường xảy ra trong các chi tiết làm việc bôi trơn không tốt, chế độ chăm sóc bảo dưỡng và bôi trơn không định kỳ, dầu bôi trơn bẩn. Do ảnh hưởng của môi trường xung quanh, cũng gây ra hiện tượng mòn nhanh, làm việc không hiệu quả.
Trong thực tế trục bị mòn ít các trường hợp mòn trên cả chiều dài của trục mà phần lớn trục thường bị mòn cục bộ như các trường hợp sau:
Bánh răng quay lồng không liên tục, trục mòn tại nơi bánh răng quay.
Bánh răng di trượt trên trục kể cả trục trơn và trục then hoa. Trục bị mòn trên suốt chiều dài của trục.
Nơi các đoạn trục có lắp ráp với các ổ bi trục sẽ quay theo bi song do quá trình tháo lắp sửa chữa nhiều lần cũng làm cho cổ trục mòn nhỏ dần dần đến lắp lỏng với ổ bi.
Trục chạy trên gối đỡ là ổ trục, tuy cấu tạo làm bằng vật liệu mềm hơn trục nhưng trục cũng mòn ở các cổ trục ăn khớp với bạc.
b.Trục bị gãy và nứt:
Là dạng hỏng rất nghiêm trọng không những làm bộ truyền mất đi khả năng làm việc mà có khi còn phá hủy các chi tiết khác.
c. Trục gãy do các nguyên nhân:
Do chế tạo và lắp không đúng, vật liệu chế tạo trục không đảm bảo chất lượng.
Trục bị gãy vì vượt quá giới hạn mỏi khi trục đó có tải trọng tác dụng lên trục luôn thay đổi chiều tác dụng vuông góc với trục, làm cho trục bị uốn sang bên này uốn sang bên kia tạo ra sự biến dạng của trục, thay đổi thường xuyên chiều uốn và đến một thời gian nào đó trục biến dạng dẻo dần đến giòn và gãy. Trục thường bị gãy ở cổ trục nhiều nhất.
Kết cấu trục:
Kết cấu trục được quyết định bởi trị số, tình hình phân bố của lực tác dụng lên trục, cách bố trí vị trí, và phương pháp lắp ghép, cố định các chi tiết máy cố định trên trục, tình hình gia công và lắp ghép.
- Cấu tạo trục gồm có: thân trục, vai trục và ngõng trục.
- Thân trục: để lắp bánh răng, bánh vít,...
- Vai trục: để cố định chi tiết máy trên trục không cho di chuyển dọc trục.
- Ngõng trục: dùng để lắp ổ trục.
- Để cố định các chi tiết máy theo chiều quay thường dùng then, trục then hoặc đôi khi còn lắp chặt (độ dôi).
- Để cố định các chi tiết máy theo chiều trục, thường dùng vai trục, gờ, bạc hay vòng chắn, đai ốc hoặc lắp bằng độ dôi.
2.Biện pháp khắc phục
- Sử dụng các vật liệu giảm ma sát ( đồng thanh, gang chịu ma sát…) đối với những bộ phận có vận tốc trượt lớn ( bánh vít, ổ trượt…)
- Giảm tải cho bề mặt chịu ma sát, phân bổ tải đều trên bề mặt tiếp xúc ( dùng ổ tự lựa, cơ cấu tự lựa…), tránh ứng suất tập trung, kết cấu bề mặt tiếp xúc sao cho không tiếp xúc ở những nơi có ứng suất lớn.
- Bôi trơn và làm nguội tốt, chú ý độ nhám bề mặt và hình dáng bề mặt và vận tốc trượt tương đối tối ưu để hình thành màng dầu trên bề mặt tiếp xúc, bảo đảm ma sát sinh ra là ma sát ướt.
- Giảm lượng hạt mài rơi vào trong bề mặt ma sát bằng cách che chắn kín và làm bề mặt tiếp xúc đứt quảng.
- Thay thế ma sát trượt bằng ma sát lăn: ổ lăn, vít me bi với ma sát lăn…
PHẦN III: PHÂN TÍCH VÀ LỰA CHỌN PHƯƠNG ÁN SỬA CHỮA TỐI ƯU
1.Phân tích phương án sửa chữa
Phương án I : Phương pháp sửa chữa bằng phương pháp hàn đắp và gia công cơ.
Hàn đắp là phương án sử dụng rộng trong việc sửa chữa , nhất là sử dụng phương pháp hàn điểm ,tạo ra một lớp kim loại mới trên bề mặt trục .
Ưu điểm :
+ Sử dụng nguồn năng lượng chính là hồ quang điện do máy phát hàn tạo ra
+ Sử dụng que hàn cho quá trình hàn
Giá thành rẻ , kinh phí thấp ,bảo dưỡng thiết bị đơn giản
Dễ thao tác thực hiện
Nhược điểm :
+ Thao tác hàn nếu không đảm bảo đúng kĩ thuật sẽ gây cho trục hư hỏng nặng hơn
+ Chi tiết trước khi hàn phải mang đi ủ và sau khi hàn phải tiến hành tôi để khử hết ứng suất
+ Độ chính xác của chi tiết không cao sau khi hàn
+ Chất lượng mối hàn hàn phụ thuộc vào trình độ tay nghề của người thợ .
Phương án II : Phương án sửa chữa bằng phương pháp mạ phun.
Phương pháp mạ phun là phương pháp dùng để phục hồi các chi tiết có tính công nghệ cao.
Ưu Điểm :
+ Phương pháp mạ phun có thể phục hồi các chi tiết có hình dạng rất phức tạp, những chi tiết có yêu cầu độ kĩ thuật cao.
+ Độ chính xác và yêu cầu kĩ thuật của chi tiết cần mạ đúng yêu cầu .
+ Có thể mạ phun lên bề mặt chi tiết những lớp kim loại khác nhau.
+ Bề dày lớp kim loại mới có thể xác định .
Khuyết Điểm :
+ Thiết bị phức tạp, tốn kém
+ Bảo quản thiết bị phức tạp.
+ Giá thành mạ phun cao.
+ Khâu chuẩn bị rất công phu ( chi tiết được làm sạch, làm nhám bề mặt)
+ Mạ phun lớp kim loại dày thì kém bền.
→ Chúng em chọn phương án tối ưu là hàn đắp, vì tiết kiệm thời gian sửa chữa.
PHẦN IV: LẬP QUY TRÌNH SỬA CHỮA CHI TIẾT
1.TIẾN TRÌNH CÔNG NGHỆ SỮA CHỮA TRỤC III BẰNG PHƯƠNG PHÁP HÀN ĐẮP VÀ GIA CÔNG CƠ :
|
Thứ tự |
Nội dung nguyên công |
Chuẩn |
Máy |
Dao |
Đồ gá |
Dụng cụ đo |
Bậc thợ |
|
I |
Chuẩn bị phôi, dùng dầu rửa sạch, sau đó kiểm tra kích thước hư hỏng, ủ lại trục |
|
|
|
|
Thước cặp 1/50 |
2/7 |
|
II |
Tiện sâu 2 ngõng trục |
Chống tâm 2 đầu |
Máy tiện 1K62 |
Dao tiện vai |
|
|
2/7 |
|
III |
Hàn đắp, nắn thẳng phôi. |
Chống tâm 2 đầu, khối V |
Hàn hồ quang điện |
Que hàn mm |
|
|
|
|
IV |
Tiện mặt B, Ø38 xuống thành Ø35, vát cạnh 2x450 |
Chống tâm 2 đầu |
Máy tiện 1K62 |
Dao tiện đầu cong,dao tiện vai |
|
Thước cặp 1/50 |
2/7 |
|
V |
Tiện mặt C, Ø38 xuống thành Ø35, vát cạnh 1x450 |
Chống tâm 2 đầu |
Máy tiện 1K62 |
Dao tiện vai, dao tiện đầu cong |
|
Thước cặp 1/50 |
2/7 |
|
VI |
Nhiệt luyện(tôi trục) |
|
|
|
|
|
|
|
VII |
Mài mặt B, Mài mặt C |
Chống tâm 2 đầu |
|
|
|
Thước cặp 1/50 |
2/7 |
|
VIII |
Tổng kiểm tra |
|
|
|
|
|
|
2. QUY TRÌNH SỬA CHỮA
Nguyên công I: Làm sạch dầu mỡ và bụi bẩn trên trục, ủ lại trục
Nguyên công II: Tiện sâu 2 ngõng trục
Nguyên công III: Hàn đắp, nắn thẳng phôi
Nguyên công IV: Tiện mặt B, Ø38 xuống thành Ø35, vát cạnh 2x450
Nguyên công V: Tiện mặt C, Ø38 xuống thành Ø35, vát cạnh 1x450
Nguyên công VI: Nhiệt luyện
Nguyên công VII: Mài mặt B, Mài mặt C
Nguyên công VIII: Tổng kiểm tra
V. TRA CHẾ ĐỘ CẮT CHO MỘT NGUYÊN CÔNG SỬA CHỮA.
Nguyên công I: Làm sạch dầu mỡ và bụi bẩn trên trục và ủa lại trục.
Làm sạch dầu mỡ, kiểm tra lại kích thước hư hỏng của chi tiết trục.
Nguyên công II: Tiện sâu 2 ngõng trục Ø35 xuống Ø34
L = 172mm,Thép C45 không có vỏ cứng, có σb = 75KG/mm2, dao HKC T15K6
1-Chọn dao, máy:
-Chọn dao: Dao tiện vai, gắn mảnh HKC T15K6.
-Chọn máy: máy 1K62 , [N]=10 KW , η = 0,75
2- Chiều sâu cắt t (mm):
t =0,5 (mm)
3-Bước tiến S0 (mm/v):
Bước tiến theo sức bền mảnh hợp kim (tra bảng 21-1/27 CĐC GCCK)
→S= 0,78 (m/v)
Tra bảng 25-1/29 CĐC GCCK
→S= 0,4÷ 0,5 (mm/v)
Tra TMM/217 : St=0,39 (mm/v)
4 - Vận tốc cắt V (m/p)
Tra bảng 35-1/35 CĐC GCCK
→ Vb =231 (m/p)
Tra bảng 36-1/36 → K1=1 (tuổi bền dao T= 60)
37-1/36→ K2= 0,92(góc nghiêng dao )
38-1/36→ K3= 1 ( dao T15K6)
39-1/36→ K4=0,8 (có vỏ cứng)
→ Vb =231x0,8x0,92x 1 x 1= 170 (m/p)
→ nb= = = 1546 (v/p)
Tra TMM/217 : nt = 1600 (v/p)
→ Vt = = = 176 (m/p)
5- Lực cắt PZ
Pz=Cpz . txpz. Sypz . Vtnpz .Kmp (KG).
Tra bảng 11-1/19 CĐC GCCK
Cpz Xpz Ypz npz
300 1 0,75 -0,15
Tra bảng 12-1/21 và 13-1/21 CĐC GCCK
Kmz =()np = ()0.75 = 1
Bảng 13.1/22: np = 0,75
Bảng 15.1/22: K= 0,94
0 K= 1
=0 K = 1
Kpz = Kmz . K . K . K =0,94 x 1 x 1x 1 = 0,94
Pz=300 .0,51 . 0,39 0,75 . 176-0,15 . 0,94= 32 (KG)
6- Công suất
vNcg= = = 0,92 (KW)
v[N] . n = 10 . 0,75 = 7,5(kw)
=> Ncg < [ N ] .η => máy gia công được
Nguyên công III: Hàn đắp
Vật liệu chi tiết C45, que hàn Ø2,6mm, chiều dày mối hàn khoảng 2mm, nắn thẳng phôi.
Nguyên công IV: Tiện dọc trục mặt B
Bước 1: Tiện thô mặt B, Ø38 thành Ø36,5
1-Chọn dao, máy:
-Chọn dao: Dao tiện vai, gắn mảnh HKC T15K6.
-Chọn máy: máy 1K62 , [N]=10 KW , η = 0,75
2- Chiều sâu cắt t (mm):
t =0,75 (mm)
3-Bước tiến S0 (mm/v):
Bước tiến theo sức bền mảnh hợp kim (tra bảng 21-1/27 CĐC GCCK)
→S= 0,78 (m/v)
Tra bảng 25-1/29 CĐC GCCK
→S= 0,4÷ 0,5 (mm/v)
Tra TMM/217 : St=0,39 (mm/v)
4 - Vận tốc cắt V (m/p)
Tra bảng 35-1/35 CĐC GCCK
→ Vb =231 (m/p)
Tra bảng 36-1/36 → K1=1 (tuổi bền dao T= 60)
37-1/36→ K2= 0,92(góc nghiêng dao )
38-1/36→ K3= 1 ( dao T15K6)
39-1/36→ K4=0,8 (có vỏ cứng)
→ Vb =231x0,8x0,92x 1 x 1= 171 (m/p)
→ nb= = = 1433 (v/p)
Tra TMM/217 : nt = 1250 (v/p)
→ Vt = = = 149 (m/p)
5- Lực cắt PZ
Pz=Cpz . txpz. Sypz . Vtnpz .Kmp (KG).
Tra bảng 11-1/19 CĐC GCCK
Cpz Xpz Ypz npz
300 1 0,75 -0,15
Tra bảng 12-1/21 và 13-1/21 CĐC GCCK
Kmz =()np = ()0.75 = 1
Bảng 13.1/22: np = 0,75
Bảng 15.1/22: K= 0,94
0 K= 1
=0 K = 1
Kpz = Kmz . K . K . K =0,94 x 1 x 1x 1 = 0,94
Pz=300 .0,751 . 0,39 0,75 . 149-0,15 . 0,94= 49 (KG)
6- Công suất
vNcg= = = 1,2 (KW)
v[N] . n = 10 . 0,75 = 7,5(kw)
=> Ncg < [ N ] .η => máy gia công được
Bước 2: Tiện bán tinh mặt B, Ø36,5 thành Ø35,5
1-Chọn dao, máy:
-Chọn dao: Dao tiện vai, gắn mảnh HKC T15K6.
-Chọn máy: máy 1K62 , [N]=10 KW , η = 0,75
2- Chiều sâu cắt t (mm):
t = 0,5 (mm)
3-Bước tiến S0 (mm/v):
Tra bảng 19-1/26 CĐC GCCK
→S= 0,23 ÷ 0,39 (mm/v)
Tra TMM/217 : St=0,23 (mm/v)
4 - Vận tốc cắt V (m/p)
Tra bảng 35-1/35 CĐC GCCK
→ Vb =260 (m/p)
Tra bảng 36-1/36 → K1=1 (tuổi bền dao T= 60)
37-1/36→ K2= 0,92(góc nghiêng dao )
38-1/36→ K3= 1 ( dao T15K6)
39-1/36→ K4=0,8 (có vỏ cứng)
→ Vb =260x0,8x0,92x 1 x 1= 191 (m/p)
→ nb= = = 1666 (v/p)
Tra TMM/217 : nt = 1600 (v/p)
→ Vt = = = 183 (m/p)
Bước 3: Tiện tinh mặt B
1-Chọn dao, máy:
-Chọn dao: Dao tiện vai, gắn mảnh HKC T15K6.
-Chọn máy: máy 1K62 , [N]=10 KW , η = 0,75
2- Chiều sâu cắt t (mm):
..........................................................
MỤC LỤC
Trang
vLời nói đầu............................................................................................. 3
vNhận xét giáo viên hướng dẫn................................................................ 4
vPhần bản vẽ............................................................................................ 5
vPhần thuyết minh................................................................................... 6
PHẦN I: PHÂN TÍCH CHI TIẾT SỬA CHỮA..................................... 6+23
a. Phân tích đặc điểm và công dụng chi tiết sửa chữa
b. Phân tích vật liệu chế tạo
c. Phân tích độ chính xác chi tiết gia công
PHẦN II: PHÂN TÍCH ĐẠT ĐIỂM, NGUYÊN NHÂN VÀ BIỆN PHÁP KHẮC PHỤC HƯ HỎNG............................................................................................... 7+24
I.PHÂN TÍCH ĐẶC ĐIỂM, NGUYÊN NHÂN HƯ HỎNG.
II. BIỆN PHÁP KHẮC PHỤC HƯ HỎNG.
PHẦN III: PHÂN TÍCH VÀ CHỌN PHƯƠNG ÁN TỐI ƯU............... 8+27
I.PHÂN TÍCH HỌN PHƯƠNG ÁN CỤ THỂ.
a. Phân tích từng phương án sửa chữa:
b.Chọn phương án tối ưu:
II. BẢNG TIẾN TRÌNH CÔNG NGHỆ SỬA CHỮA BÁNH RĂNG.
PHẦN IV: QUY TRÌNH SỬA CHỮA.................................................... 9+30
PHẦN V: TRA CHẾ ĐỘ CẮT CHO NGUYÊN CÔNG..................... 11+30
PHẦN VI: PHÂN TÍCH VÀ ĐIỀU CHỈNH QUÁ TRÌNH THÁO LẮP22+38
PHẦN VII: KẾT LUẬN VỀ QTCN..................................................... 22+38
vKết luận............................................................................................... 39
vTài liệu tham khảo............................................................................... 40