
PHẦN I PHÂN TÍCH CHI TIẾT GIA CÔNG
I : Nhiệm vụ thiết kế.
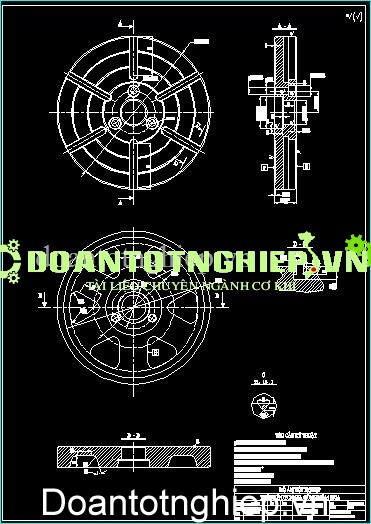
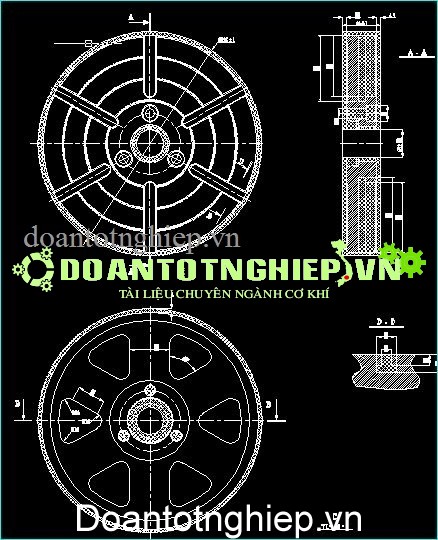
Thiết kế quy trình công nghệ gia công chi tiết Mâm Hoa:
II : Phân tích chức năng và điều kiện làm việc của chi tiết gia công
+ Qua phân tích chi tiết yêu cầu thiết kế thuộc chi tiết dạng bạc, được sử dụng trong máy khoan hay máy phay…
+ Chi tiết này, được thiết kế với lỗ được sử dụng để lắp trục,và côn ,3 lỗ bậc Ø18 × Ø11 dùng để lắp ghép chi tiết với một bàn máy khác . Ngoài ra có 6 rãnh chỹ T dùng để cho bu lông vào để gá đặt một chi tiết nào đó
+ Trên chi tiết thân mâm hoa có những mặt không gia công nhưng lại có những mặt cần gia công đạt độ chính xác cao. Các kích thước cần được đảm bảo là đảm bảo là độ vuông góc, độ song song của các mặt và các lỗ, nhất là độ chính xác của lỗ Ø40 và hai mặt F , E. Bởi Ø40 dùng để định tâm chi tiết gá đặt lên mâm hoa.
III : Phân tích độ chính xác gia công
1 : Vật liệu
+ Ta chọn vật liệu là Thép C45 có thành phần hóa học như sau:
|
Mác thép |
C |
Si |
Mn |
P £ |
S £ |
Cr |
Ni |
Cu |
Tp K |
|
45 |
0,42~0,50 |
0,17~0,37 |
0,50~0,80 |
0,035 |
0,04 |
£ 0,25 |
£ 0,25 |
£ 0,25 |
|
+ Tính chất cơ học của Thép C45
|
Mác thép |
Trạng thái nhiệt luyện |
Cơ tính, ³ |
Độ cứng (HBS) |
|||||
|
sb/MPa |
st/Mpa |
d5 ,% |
Y, % |
ak/J*cm-2 |
Cán nóng |
Ủ hoặc rấm nhiệt độ cao |
||
|
45 |
Thường hoá |
598 |
353 |
16 |
40 |
49 |
229 |
197 |
+ Thép C45 có tính đàn hồi tốt, giễ chế tạo
2 : Phân tích độ chính xác của kích thước
a). Kích thước
- Kích thước có chỉ dẫn :
+ Kích thước Ø40 ± 0.01
ES = 0,01 mm EI = 0.01 mm
=>TD = ES – EI = 0,01+0.01 = 0,02 mm
Tra bảng 1.14 trang 18 sách Sổ tay Dung Sai Lắp Ghép :
Dung sai miền lỗ H => Cấp chính xác 8
+ Kích thước 18 +0,1
ES = 0,1 mm EI = 0 mm
=>TD = ES – EI = 0,1- 0 = 0,1mm
Tra bảng 1.14 trang 18 sách Sổ Tay Dung Sai Lắp ghép:
Dung sai miền lỗ H => Cấp chính xác 9
+ Kích thước 255+0,13
ES =0,13 mm EI =0 mm
=> TD = ES – EI = 0,13
Tra bảng 1.4 trang 4 sách Sổ tay Dung Sai Lắp ghép :
=> Cấp chính xác 12
+ Kích thước 115 +0,1
ES =0,1 mm EI =0 mm
=> TD = ES – EI = 0,1
Tra bảng 1.4 trang 4 Sách Sổ tay Dung sai Lắp ghép:
=> Cấp chính xác 12
+ Kích thước 22+0.1-0.2
ES =0.1 mm EI =0.2 mm
=> TD = ES – EI = 0.3
Tra bảng 1.4 trang 4 Sách Sổ tay Dung sai Lắp ghép:
=> Cấp chính xác 12
+ Kích thước 35+0.015-0.01..........................................................................................................
I: Chọn vật liệu phôi
+ Vật liệu được chọn là thép C45.
+ Thép C45 cơ tính tốt
II: Chọn phương pháp chế tạo phôi.
Chi tiết dạng bạc. Thép C45 được chế tạo bằng các phương pháp sau
Trong đúc phôi có những phương pháp sau:
+ Đúc trong khuôn cát - mẫu gỗ:
- Chất lượng bề mặt đúc không cao, giá thành tương đối thấp, trang thiết bị đơn giản, công việc làm khuôn bằng máy thích hợp sản xuất đơn chiếc và hàng loạt nhỏ .
- Loại phôi này có cấp chính xác IT16 ® IT17
- Độ nhám bề mặt: Rz=160mm
=> Phương pháp này cho năng suất trung bình, chất lượng bề mặt không cao, gây khó khăn trong các bước gia công tiếp theo.
+ Đúc trong khuôn cát – mẫu kim loại:
- Nếu công việc làm khuôn được thực hiện bằng máy thì có cấp chính xác khá cao, giá thành cao hơn so với đúc trong khuôn cát – mẫu gỗ vì giá thành tạo khuôn cao.
- Cấp chính xác của phôi: IT15 ® IT16
- Độ nhám bề mặt: Rz=80mm.
=> Chất lượng của bề mặt tốt hơn phương pháp đúc với mẫu gỗ, đúc được các chi tiết có hình dạng phức tạp, năng suất phù hợp với dạng sản xuất hàng loạt vừa và hàng loạt lớn .
+ Đúc trong khuôn kim loại:
- Độ chính xác cao, giá thành đầu tư thiết bị lớn, phôi có hình dáng gần giống với chi tiết nên sản lượng nhỏ, tiết kiệm được vật liệu nhưng giá thành sản phẩm cao.
- Cấp chính xác phôi: IT14 ® IT15.
- Độ nhám bề mặt: Rz= 40mm.
=> Phương pháp này cho năng suất cao, đặc tính kỹ thuật của chi tiết tốt nhưng giá thành sản phẩm cao nên không phù hợp với sản xuất hàng loạt vừa.
+ Đúc áp lực:
- Dùng áp lực lớn để điền đầy kim loại vào lòng khuôn.
- Hợp kim đúc dưới áp lực thường là hợp kim Thiếc, Chì, Kẽm, Mg, Al, Cu.
- Đúc dưới áp lực thường dùng các chi tiết phức tạp như: Vỏ bơm xăng, dầu, nắp buồng ép, van dẫn khí…
- Trang thiết bị đắt nên giá thành sản phẩm cao. Đặc tính kỹ thuật tốt nhưng đối với dạng sản xuất hàng loạt vừa hiệu quả kinh tế không cao.
+ Đúc trong khuôn vỏ mỏng:
- Là dạng đúc trong khuôn cát nhưng thành khuôn mỏng chừng 6 – 8 mm.
- Có thể đúc được gang, thép, kim loại màu như khuôn cát, khối lượng vật đúc đến 100 kg.
- Dùng trong sản xuất hàng loạt lớn và hàng khối.
Kết luận:
Với những yêu cầu của chi tiết đã cho, tính kinh tế cũng như dạng sản xuất ta chọn phương pháp chế tạo phôi đúc trong khuôn cát mẫu kim loại làm khuôn bằng máy.
- Phôi đúc đạt cấp chính xác là II.
- Cấp chính xác là kích thước IT15 – IT17.
- Độ nhám bề mặt: Rz=80mm
III: Xác định lượng dư gia công
Chi tiết được chế tạo bằng thép ( C45 ), được đúc trong khuôn cát – mẩu kim loại, làm khuôn bằng máy, mặt phân khuôn nằm ngang.
- Ta có :
+ Kích thước lớn nhất của chi tiết : 250mm
+ Kích thước danh nghĩa là : 250mm
+Cấp chính xác II
=> Lượng dư Ø250 là 4mm và có dung sai là ±1.0
=> Lượng dư phần rỗng Ø40 xem như là lượng dư mặt bên nên có lượng dư =4mm và có dung sai là ±1.0
=> Lượng dư hai mặt E, F là = 4.5
IV: Tính khối lượng phôi.
Sau khi vẽ hoàn thành bản vẽ chi tiết lồng phôi, ta tính trọng lượng của chi tiết lồng phôi theo công thức sau:
Mph= V. g (kg)
Trong đó: Mph: trọng lượng chi tiết
V : thể tích của chi tiết......................................................
I: Xác định đường lối công nghệ.
+ Sau khi phân tích kết cấu của chi tiết, dạng sản suất là hàng loạt vừa và trong điều kiện sản xuất nước ta hiện nay, ta chọn phương án phân tán nguyên công, sử dụng nhiều đồ gá chuyên dùng để gia công chi tiết trên các máy vạn năng thông dụng.
II: Biện luận và tính toán quy trình công nghệ
- Biện luận quy trình công nghệ

- Phương án I
+ Nguyên công I:
-Làm sạch cát.
- Làm sạch bavia, đậu rót, đậu ngót.
- Đo và kiểm tra kích thước phôi..
+ Nguyên công II: Gia công mặt F và lỗ ∅40
+ Nguyên công III: Gia công tiện mặt E và ∅250
+ Nguyên công IV: Gia công khoét doa ∅40 , tiện 3 rãnh
+ Nguyên công V: Gia công 3 lỗ bậc ∅11 và ∅18
+ Nguyên công VI: Gia công tiện côn
+ Nguyên công VII: Gia công vát mép ∅250 và tiện bậc
+ Nguyên công VIII: Gia công phay thô 6 rãnh
+ Nguyên công IX: Gia công phay thô 6 rãnh chữ T
+ Nguyên công X: Gia công phay tinh 6 rãnh
+ Nguyên công XI: Gia công phay tinh 6 rãnh chữ T
+ Nguyên công XII: Nhiệt luyện
+ Nguyên công XIII: Mài bóng mặt E
+ Nguyên công XIII: Mài bóng mặt F
+ Nguyên công XIV: Tổng kiểm tra

- Phương án II
+ Nguyên công I:
- Làm sạch cát.
- Làm sạch bavia.
- Đo và kiểm tra kích thước phôi
+ Nguyên công II: Gia công tiện mặt F
+ Nguyên công III: Gia công tiện mặt E
+ Nguyên công IV: Gia công khoét doa ∅40
+ Nguyên công V: Gia công tiện trụ ngoài ∅250 và 3 rãnh
+ Nguyên công VI: Gia công khoan khoét ∅11 và ∅18
+ Nguyên công VII: Gia công tiện côn
+ Nguyên công VIII: Gia công tiện rãnh và vát mép
+ Nguyên công IX: Gia công phay thô 6 rãnh
+ Nguyên công X: Gia công Phay thô 6 rãnh chữ T
+ Nguyên công XI: Phay tinh 6 rãnh
+ Nguyên công XII: Phay tinh 6 rãnh chữ T
+ Nguyên công XIII: Nhiệt luyện
+ Nguyên công XIV: mài bóng mặt E
+ Nguyên công XV: mài bóng mặt F
+ Nguyên công XVI: Tổng kiểm tra
- Kết luận: Từ 2 phương án đưa ra ở trên ta chọn phương án 2 vì theo đường lối gia công phương án 2 là đạt được độ chính xác cao hơn
- Tính toán chế độ cắt
Nguyên công II: Gia công tiện mặt F
Kích thước : 40±0.1
Cấp chính xác : 10
Độ nhám : 6.3
- Bước : 1
- Lần gá : 1
- Chọn máy : máy tiện 1K62 với các thông số máy như sau:
Công suất động cơ : N= 10Kw
Hiệu suất máy : η = 0,75
Chiều cao tâm : 200(mm)
Giới hạn vòng quay của trục chính : 12.5–2000(v/p)
Cấp tốc độ : 24
- Chon đồ gá : Mâm cặp 3 chấu
- Chọn dao : Dao tiện ngoài đầu cong có góc 600,B=25, H=25, L=200, m=13, a=20 tra bảng 4.4/45(sổ tay dụng cụ cắt và dụng cụ phụ)
Tra bảng 2-5/122 (CĐC gia công cơ khí) ta có tuổi bền danh nghĩa của dao T =140ph
- Chọn dụng cụ đo : thước cặp 1/50
- Tính toán chế độ cắt:
+ Chiều sâu cắt : t = 4 (mm)
+ Lượng chạy dao:
Theo bảng 25-1/29(chế độ cắt gia công cơ khí) ta có Sz = ( 0,8-1.2 mm/vòng)
Þ Ta chọn Sz = 0.8
Þ Lượng chạy dao vòng :
S = Sz.z = 0,8.1 = 0.8 (mm/vòng)
+ Tốc độ cắt V:...................................................................................
V. XÁC ĐỊNH CÁC KÍCH THƯỚC VÀ CHI TIẾT ĐỊNH VỊ:
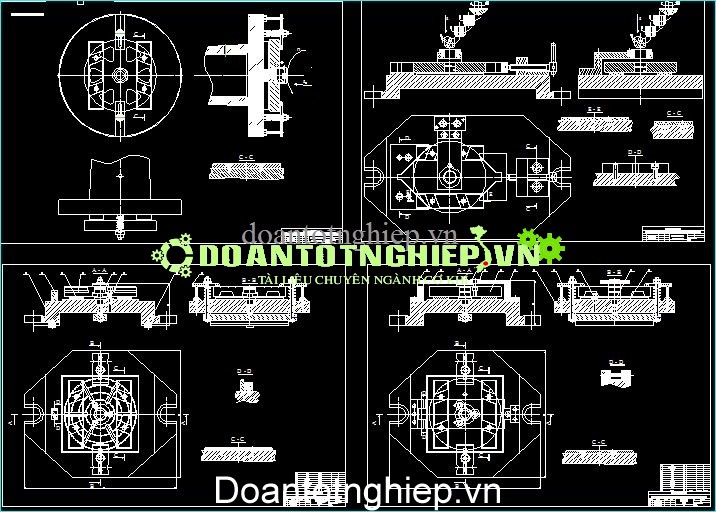
Cơ cấu gồm có thân gá được làm bằng gang xám 15-32, được đúc có các phần lồi lên để bắt các cơ cấu phụ khác, trên thân gá có gia công lỗ để bắt bulông đai ốc và các vít cấy nhằm lắp ghép các chi tiết lại với nhau.
Cơ cấu kẹp chặt dùng khối V , công việc kẹp chặt được thực hiện bằng việc nới lỏng và siết chặt tay quay.
+ Chiều dài của thân đồ gá: 817mm.
+ Chiều rộng của thân đồ gá:440mm.
+ Chiều cao của thân đồ gá: 472mm.
+ Chiều dài của bản đỡ: L = 235 mm.
+ Chiều rộng của bản đỡ: b= 51
+ Dung sai độ không song song của mặt đáy thân gá và mặt định vị của hai phiến tỳ ≤ 0.02
+ Dung sai độ không vuông góc giữa mặt phẳng định vị của chốt đỡ và phiến tỳ ≤ 0.025
+ Phiến tỳ và chốt đỡ phải được nhiệt luyện đạt độ cứng HRC 50÷60
+ Chọn chốt đỡ đầu phẳng có các thông số như sau:
L= 30, D= 10, d= 6
+ Dung sai lắp ghép H7/n6
+ Độ bóng mặt làm việc Rz20
VI. TÍNH LỰC CẮT KHI PHAY:
VIII. CHỌN VẬT LIỆU:
Trong quá trình làm việc, các chi tiết của đồ gá luôn phải chịu nén và ngoại lực chính là lực cắt P. Do đó phải kiểm tra bền và chọn vật liệu phù hợp.
+ Ứng suất dập sinh ra trong các chi tiết của đồ gá phải nhỏ hơn ứng suất dập cho phép của vật liệu được chọn.
+ Chọn gang xám có ứng suất dập [sd] = 190 N/mm2 để chế tạo đồ gá.
IX. QUY TẮC SỬ DỤNG VÀ BẢO QUẢN:
Trình tự tháo lắp: Khi chúng ta gia công xong chi tiết ta dùng khóa vặn đai ốc ra để nới lỏng các mỏ kẹp sau đó dùng tay lấy chi tiết ra và thay vào chi tiết khác và dùng khóa siết chặt đai ốc lại để mỏ kẹp kẹp chặt chi tiết. Chú ý cần kẹp chặt bằng lực kẹp đã tính, không nhỏ quá vì sẽ gây xê dịch phôi nhưng cũng không quá lớn vì sẽ gây biến dạng phôi.
Bảo quản: Cần bôi trơn định kỳ các bề mặt lắp ghép ren của các bu lông và
đai ốc, bảo vệ các bề mặt làm việc của bản đỡ và chốt định vị. Tránh để phôi
rơi vào khe hở giữa 2 mặt tiếp xúc, không gây biến dạng đồ gá vì sẽ gây sai số cho sản phẩm. Chống oxy hóa bằng cách bôi trơn dầu mỡ vào các bề mặt cần thiết...
X. THIẾT KẾ ĐỒ GÁ CHO NGUYÊN CÔNG VIII:
Khoan và tarô 6 ren M8
-Do kích thước cần đạt của chi tiết là M08- 2, tương ứng với cấp chính xác 9, độ nhám bề mặt Ra 2,5, nên ta phải khoan-rồi ta rô mới đạt được yêu cầu kỹ thuật.
Thiết kế kết cấu
- Để đảm bảo yêu cầu kỹ thuật của đồ gá, khi gia công chi tiết trên đồ gá ta phải chọn các chi tiết của đồ gá cho phù hợp.
- Các chi tiết dẫn hướng: Ở đây là khoan, tarô trên máy khoan nên không dùng then dẫn hướng. Ta chỉ sử dụng bạc dẫn hướng được lắp trên tấm dẫn hướng để dẫn hướng cho mũi khoan, tarô
- Các chi tiết so dao : vì sử dụng ống dẫn hướng nên cữ so dao không dùng.
- Các chi tiết định vị: Ta sử dụng 2 bản đỡ phẳng để định vị mặt phẳng khống chế 3 bậc tự do và dùng 1 chốt trụ ngắn khống chế 2 bậc tự do 1 chốt xén khống chế 1 bậc tự do còn lại. Như vậy chi tiết gia công được khống chế đủ 6 bậc tự do.
- Các chi tiết kẹp chặt: ta sử dụng cơ cấu kẹp bằng khối V di động
- Các chi tiết đã chọn và các chi tiết khác có tiêu chuẩn được vẽ trên bản vẽ lắp đồ gá.
1. Tính toán đồ gá
a.Tính lực kẹp
- Như đã phân tích ở trên ta chọn cơ cấu kẹp chặt bằng bulong thông qua miếng đệm
- Để đảm bảo độ cứng vững khi gia công ta phải có lực kẹp thỏa mãn phương trình sau:
Q= ( theo công thức 44 trang 127, sách thiết kế đồ án công nghệ chế tạo máy ).
Q: lực kẹp chi tiết.
f: hệ số ma sát ( 0,1 - 0,15 )
d: đường kính mũi khoan D = 20
M: momen xoắn dọc trục M = 4.9 KG
R: khoảng cách từ tâm mũi khoan đến tâm chi tiết R= 72
R1: khoảng cách từ tâm bản đở đến tâm chi tiết
Với: K = K0.K1. K2. K3. K4. K5. K6 [1, trang 126]
+K0 =1,5 hệ số an toàn
+K1 - hệ số phụ thuộc tình trạng bề mặt của phôi do vật liệu khác nhau: K1 =1,2 (đối với gia công thô).
+K2 – hệ số tính đến tăng lực cắt khi dao mòn: K2 =1
+K3 - hệ số tính đến tăng lực cắt khi mặt gia công gián đoạn.
K3 = 1,2 (khi khi không có va đập).
+K4 –hệ số tính đến sai số dạng kẹp chặt. K4 =1,3 (kẹp bằng tay).
+K5 – hệ số ảnh hưởng góc xoay khi kẹp chặt bằng tay. K5 =1,2
+K6 – hệ số kể đến ảnh hưởng của momen làm xoay chi tiết mặt tiếp xúc phôi với đồ gá. K6 =1,5 (trường hợp gá chi tiết lên các phiến tỳ)
Vậy: K = 1,5.1,2.1.1,2.1,3.1,2.1,5 =5,05
Vậy lực kẹp :
Q = N...................................................................................
MỤC LỤC
LỜI CẢM ƠN.. 1
LỜI NÓI ĐẦU.. 4
PHẦN I:PHÂN TÍCH CHI TIẾT GIA CÔNG.. 6
I : Nhiệm vụ thiết kế. 7
II : Phân tích chức năng và điều kiện làm việc của chi tiết gia công. 7
III : Phân tích độ chính xác gia công. 7
1 : Vật liệu. 7
2 : Phân tích độ chính xác của kích thước. 8
IV: Xác định dạng sản xuất 9
PHẦN II:XÁC ĐỊNH PHƯƠNG PHÁP CHẾ TẠO PHÔI 11
I: Chọn vật liệu phôi 12
II: Chọn phương pháp chế tạo phôi. 12
III: Xác định lượng dư gia công. 13
IV: Tính khối lượng phôi. 13
PHẦN III:THIẾT KẾ QUY TRÌNH CÔNG NGHỆ.. 15
I: Xác định đường lối công nghệ. 16
II: Biện luận và tính toán quy trình công nghệ. 16
PHẦN IV:THIẾT KẾ VÀ TÍNH TOÁN ĐỒ GÁ.. 43
I: NHIỆM VỤ CỦA ĐỒ GÁ: 44
II: KẾT CẤU VÀ NGUYÊN LÝ LÀM VIỆC: 44
III. PHÂN TÍCH YÊU CẦU KỸ THUẬT CẦN ĐẠT CỦA NGUYÊN CÔNG.. 44
IV. XÁC ĐỊNH PHƯƠNG PHÁP ĐỊNH VỊ: 44
V. XÁC ĐỊNH CÁC KÍCH THƯỚC VÀ CHI TIẾT ĐỊNH VỊ: 45
VI. TÍNH LỰC CẮT KHI PHAY: 45
VII. TÍNH SAI SỐ GÁ ĐẶT: 46
VIII. CHỌN VẬT LIỆU: 47
IX. QUY TẮC SỬ DỤNG VÀ BẢO QUẢN: 48
X. THIẾT KẾ ĐỒ GÁ CHO NGUYÊN CÔNG VIII: 48
1. Tính toán đồ gá. 49
2. Cách sử dụng bảo quản. 50
KẾT LUẬN.. 51
TÀI LIỆU THAM KHẢO.. 52
.
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT MÂM HOA MÁY TIỆN, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết





























