
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TRỤC RĂNG TRỤC TAY QUAY, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
CHƯƠNG I : PHÂN TÍCH SẢN PHẨM
I>PHÂN TÍCH CÔNG DỤNG VÀ ĐIỀU KIỆN LÀM VIỆC :
- CÔNG DỤNG :
Trong truyền động cơ học thuộc lãnh vực cơ khí để truyền momen quay ngoài các chi tiết như bánh răng ,banh đai,trục vít bánh vít và ta không thể không nhắc đến chi tiết trục răng .Trục răng là dạng trục được gia công dùng để truyền chuyển động cho các chi tiết khác như bánh răng thanh răng…
2>VỊ TRÍ LẮP DẶT VÀ ĐIỀU KIỆN LÀM VIỆC :
Trục răng thường lắp vào các hộp giảm tốc ,hộp máy trục được lắp vào thân hộp thông qua bạc đạn . Do trục ta la trục tay quay trên máy khoan do đó được lắp vào thân hộp trên máy khoan và cho truyền động ăn khớp với thanh răng và cho truyền động đi xuống khoan chi tiết cần gia công .
trục răng làm việc trong môi trường bôi trơn do ăn khớp với thanh răng làm việc với vân tốc cao ,momen xoắn lớn ,chịu va đập…
II>PHÂN TÍCH VẬT LIỆU CHẾ TẠO PHÔI :
Theo bản vẽ chế tạo ta thấy vật liệu chế tạo trục răng là C45 đây là thép cacbon kết cấu chất lượng tốt . Đây là thép mà có nhiều ưu điểm nó được sử dụng rộng rãi trong chế tạo máy nhất là chi tiết dạng trục như trục vít me ,trục răng…Đây là thép có nhiều ưu điểm cao như cơ tính cao hơn so với thép cacbon kết cấu chất lượng thường vì thép C45 có rất ít photpho và lưu huỳnh vì đây là bản chất làm cho thép dể bị hỏng trong truyền động như bị giòn ,các hạt không liên kết nhau được do đó thép dể bị hỏng .Là thép C45 chịu tải trọng lớn do đó trên 50% chi tiết trên máy đều sử dụng thép C45 vì nó có nhiều ưu điểm và đặc tính tốt .
Thành phần hoá học của thép C45 :
Theo bản vẽ chi tiết ta thấy vật liệu chế tạo trục quay là thép C45 .Theo sách “vật liệu cơ khí” thì thép C45 có các thanh phần hoá học như sau :
Cacbon : (0,42 -0,5)%......................
CHƯƠNG IV : TRÌNH TỰ GIA CÔNG TRỤC TAY QUAY
I>MỤC ĐÍCH :
Xác định trình tự gia công hợp lí nhằm đảm bảo độ chính xác gia công về kích thước hình dáng hình học độ nhám ,độ bóng bề mặt chi tiết theo yêu cầukĩ thuật mà bản vẽ yêu cầu
II> NỘI DUNG :
Chọn chuẩn công nghệ và sơ đồ gá đặt
Trình tư gia công các bề mặt
III>CÁC THIẾT BỊ MÁY ĐỒ GÁ,DỤNG CỤ ĐO CẦN CHO QUY TRÌNH NÀY
IV>TRÌNH TỰ GIA CÔNG CÁC MẶT CỦA TRỤC TAY QUAY :
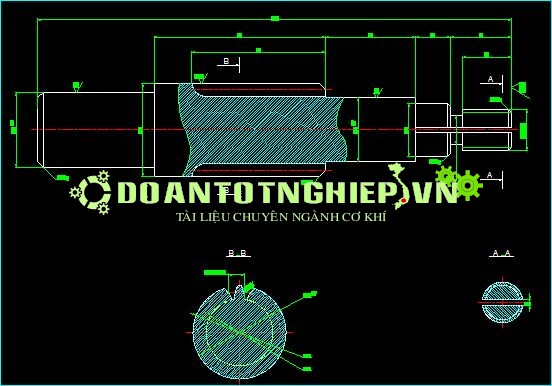
Do chi tiết ta là trục bật do đó ta chọn mặt trụ ngoài làm chuẩn thô Þ34,8, L=60,8 để gia công các mặt tiếp theo
Vậy trình tự gia công trục bật là :
* chuẩn bị phôi .
*Tiện thô hai mặt đầu và khoan hai đầu chống tâm .

CHƯƠNG V : BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ GIA
CÔNG TRỤC TAY QUAY
I>NGUYÊN CÔNG I :
1> LÀM SẠCH : mục đích nguyên công này là làm sạch các phần thừa kim loại .
2> Kiểm tra :mục đích là kiểm tra các kích thước ,khối lượng ,hình dáng hình học của chi tiết độ cong vênh và chuyển đến nguyên công tiếp theo .
3> Thường hoá :sau khi làm sạch kiểm tra các kích thước và ủ phôi để đảm bảo ổn định cấu trúc tinh thể ,nâng cao cơ tính cho thép làm đồng đều thành phần hoá học ,khử ứng suất dư và lớp biến cứng làm tăng độ bền và đảm bảo các yêu cầu khi làm việc
II> NGUYÊN CÔNG II : Tiện thô hai mặt đầu và khoan hai lỗ chống tâm
1> YÊU CẦU CỦA NGUYÊN CÔNG NÀY :
a. Kích thước sau khi tiện và khoan tâm đạt kích thước 163
b. Độ nhám đạt được sau nguyên công này đạt Rz40
c. Hình dáng hình học : vì đây là hai mặt định vị chính cho các nguyên công sau do đó đạt độ vuông góc và độ dồng tam của chi tiết
ĐẶC TÍNH KĨ THUẬT CỦA MÁY
..................................................................
THIẾT KẾ ĐỒ GÁ
Thiết kế đồ gá nguyên công VIII phay cắt rãnh
I. PHÂN TÍCH YÊU CẦU KĨ THUẬT
Như đã nêu ở phần biện luận đây là nguyên công đạt kích thước theo yêu cầu nên không có lượng dư gia công do đây chỉ gia công một lần
Kích thước cần đạt sau nguyên công này là B =2 , L = 31
II . PHÂN TÍCH ĐỊNH VỊ
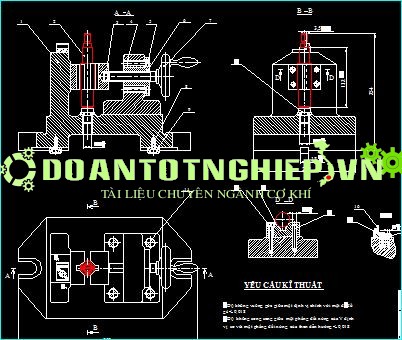
Để gia công đạt yêu cầu ta cần hạn chế các bậc tự do sau .Do chi tiết ta phay rãnh không đòi hỏi độ chính xác cao do đó ta chỉ cần hạn chế 5 bậc tự do
Do chi tiết ta là trục bậc nên ta định vị mặt trụ ngoài Ø32 hạn chế 4 bậc tự do và mặt đầu hạn chế một bâc tự do . Như vậy để gia công đạt yêu cầu ta chỉ cần hạn chế 5 bậc tự do
Tính sai số chuẩn
Ở nguyên công này cần đạt các kích thướt sau B = 2, L =31
Kích thước B = 2 là chiều rông của daoquyết định nên không có sai số chuẩn do dao được chế tao theo tiêu chuẩn
Kích thước L = 31 do chuẩn gia công trùng với chuẩn kích thước nên không có sai số chuẩn trong gia công . Vậy gia công đạt yêu cầu
Chọn chi tiết định vị
Do chi tiết ta dạng trục để định vị cho nguyên công này ta dùng khối V định vị mặt trụ ngoài còn mặt đầu ta đã qua gia công nên ta chọn chốt đầu phẳng định vị bật còn lại . Vậy ở nguyên công này ta chỉ dùng khối V và chốt trụ đầu phẳng
PHÂN TÍCH LỰC KẸP
Lực cắt P có phương vuông góc vớimặt định vị chính. Lực kẹp W có phương vuông góc với mặt định vị chính đảm bảo khi gia công chi tiết được cân bằng về lực không bị trượt và xoay quanh OZ tổng các lực ma sát trên mặt định vị và khối đệm bằng lực cắt P và momen M






























