
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ SỬA CHỮA TRỤC THEN HOA
, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
MỤC LỤC
Trang
Lời nói đầu ................................................................................................... 1
Nhận xét của giáo viên ................................................................................. 2
Mục lục.......................................................................................................... 3
A : Thuyết minh............................................................................................ 4
Phần 1: Phân tích chi tiết sửa chữa............................................................... 4
³I :Phân tích công dụng điều kiện làm việc của chi tiết sửa chữa.................. 4
³II :Phân tích vật liệu chế tạo chi tiết sửa chữa............................................. 4
³III :Phân tích kết cầu của chi tiết sửa chữa.................................................. 6
³IV :Phân tích độ chính xác của chi tiết sửa chữa......................................... 6
³V :Qúa trình chọn phôi............................................................................... 8
Phần 2: Phân tích tình nguyên nhân và biện pháp khắc phục hư hỏng.... 9
³I :Các hư hỏng thương gặp ........................................................................ 9
³I :Đặc điểm hư hỏng ................................................................................. 10
³I :Nguyên nhân hư hỏng ........................................................................... 11
Phần 3: Phân tích và lựa chọn phương án sửa chữa tối ưu....................... 13
³I :Phương pháp sữa chửa mang tính tạm thời ........................................... 13
³II :Phương pháp sữa chửa mang tính lâu dài ............................................ 13
³III :Chọn phương án sữa chửa tối ưu......................................................... 15
Phần 4: Lập QTCN sửa chữa chi tiết.......................................................... 15
³I :Tiến trình làm việc từng phương án sơ đồ nguyên công ......................... 15
³II :Bản vẽ quy trình công nghệ chế tạo chi tiết .......................................... 23
Phần 5: Chọn chế độ cắt cho nguyên công kết cấu.................................... 33
³I :Tính chế độ cắt cho nguyên công II........................................................ 33
³II :Tra chế độ cắt cho các nguyên công còn lại ......................................... 43
Phần 6: Kết luận về QTSC.......................................................................... 61
Tài liệu tham khảo ……………………………………………………………..62
- A : THUYẾT MINH
- PHẦN I: PHÂN TÍCH CHI TIẾT SỮA CHỬA.
ð 1 : PHÂN TÍCH CÔNG DỤNG ĐIỀU KIỆN LÀM VIỆC CỦA CHI TIẾT SỮA CHỬA.
- Trục then và then hoa truyền lực và momen xoắn của các chi tiết lắp ghép ( trục , bánh dai , bánh răng vv…). Đối với chi tiết sữa chủa trục then hoa này có chức năng truyền lực momen xoắn từ động cơ truyền cho các bánh răng làm việc
- Tùy theo chức năng làm việc để xác định tải trọng và momen xoắn lớn hay nhỏ .
- Điều kiện làm việc của chi tiết đòi hỏi phải làm trong môi trường môi trường nhiệt độ bình thường , làm việc bôi trơn thường xuyên.
ð2 : PHÂN TÍCH VẬT LIỆU CHẾ TẠO CHI TIẾT SỮA CHỬA.
³ : Thành phần cấu tạo .
- Thép các bon là hợp kim của Fe – C với hàm lượng cacbon nhỏ hơn 2,14% ngoài ra trong thép cacbon chứa một lượng tạp chất như : Si , Mn , S ,P
- Nguyên tố ảnh hưởng lớn nhất là thép cacbon . Chỉ làm thay đổi một lượng rất nhỏ đã làm thay đổi nhiều tính chất cơ, lý , hóa của thép.
- Cùng với sự tăng hàm lượng cacbon, độ cứng và độ bền tăng , còn độ dẻo và độ dai lại giảm xuống . Điều đó được giải thích bằng sự thay đổi số lượng cacbon đồng thời làm thay đổi cả tính công nghệ, tính đúc , tính hàn , tính rèn dập. Khi tăng cacbon thì tính rèn xấu đi nhưng tính đúc tăng lên.
- Thành phần tạp chất gồm 2 loại : Si , Mn là nhửng tạp chất có lợi . Khi hàm lượng chúng thích hợp ( Mn ≤ 0,75% và Si ≤ o,35% )có khẳ năng khử ỗi khỏi oxit sắt làm tăng độ bèn độ cứng của thép. Nhưng khôn nên cho quá nhiều tạp chất loại này vào nó sẻ làm ảnh hưởng tới tính công nghệ như gia công cắt gọt hay nhiệt luyện…
- Lưu huỳnh ( S) và phốt pho ( P ) đặc biệt có hại cho thép cacbon . Nhân tố S sẻ làm cho thép bị giòn nóng . Ơ nhiệt độ cao, nhửng nhân tố có chúa tạp chất lưu huỳnh sẻ mềm ra gay ảnh hưởng đến kết cấu bền vửng của thép người ta còn gọi là gòn nóng . Ngược lại phôt pho lại làm thép bị phá hủi ở trạng thái nguội . Vì thế cần hạn chế S , P dưới mức 0,03%.
- Thép cacbon là vật liệu sử dụng rộng rải nhờ giá thành không cao tùy theo hàm lượng cacbon chúng được sử dụng với các mục đích khác nhau. Đánh giá chung thì thép cacbon có cơ tính tổng hợp không cao , chỉ dùng làm cho các chi tiết máy chịu tải trọng nhỏ và vừa trong điều kiện áp suất và nhiệt độ thấp.
ó Dụa vào đặc điểm làm việc của chi tiết là tải trọng trung bình của trục then hoa có kích thước tương đối nhỏ làm việc trong môi trường chịu tải trọng nhẹ nên chọn loại thép C45 trong sữa chửa máy.
ó Vật liệu C45 có thành phần cấu tạo tính chất cơ lý của vật liệu được trình bày ở bảng sau :
Bảng 1-1 : Thàng phần hóa học của thép cacbon chất lượng C45.
|
Mác Thép |
C |
Si |
Mn |
P . |
S . |
Cr |
Ni |
Cu |
Thành Phấn Khác |
|---|---|---|---|---|---|---|---|---|---|
|
45 |
0,42÷0,50 |
0.16÷0,37 |
0.50÷0.80 |
0,035 |
0,04 |
0.25 |
0.25 |
0.25 |
|
Bảng 1-2 : Cơ tính của thép các bơn chất lượng C45.
|
Mác Thép |
Trạng Thái nhiệt Luyện |
Cơ tính . |
Độ cứng ( HBS) |
|||||
|
.b/MPa |
St/MPa |
.5 , % |
., % |
ak/J*cm- 2 |
Cán nóng |
ủ hoặc rấm nhiệt độ cao |
||
|
45 |
Thường hóa |
598 |
353 |
16 |
40 |
49 |
229 |
197 |
³: Công dụng và tính công nghệ .
- Thép cacbon thông dụng gọi là thép thường . Loại này cơ tính không cao chỉ dùng chế tạo các chi tiết máy , các kết cấu chịu tải trọng nhỏ . Thường dùng trong nghành xay dụng , giao thông.
- Thép cacbon kết cấu là thép có hàm lượng tạp chất S , P rất nhỏ , tính năng lý hóa tốt , hàm lượng các bon chính xác và chỉ tiêu cơ tính rõ ràng . Thép kết cấu cacbon trong các bảng chỉ dẩn ghi cả thành phần và cơ tính.
- Thép két cáu cacbon dùng trong chế tạo các chi tiết máy chịu lực cao hơn , vật liệu loại này thường được cing cấp dưới dạng bán thành phẩm.
ð3 : PHÂN TÍCH HÌNH DẠNG KẾT CẤU CHI TIẾT SỮA CHỬA.
³ : Chi tiết sữa chửa có hình dạng đơn giãn về hình dáng củng như kết cầu , chi tiết sũa chửa thuộc dạng trục , kết cấu của trục hợp lý , không cần diều chỉnh lại bất cứ điểm nào trên chi tiết .
³: Với kết cấu hình dạng như trên của chi tiết thi ta có thể khẵng định chi tiết thuộc dạng điển hình , hình dáng trục , đối với chi tiết nay có rất nhiều phương án sữa chửa khác nhau nhưng củng gói gọn trong 2 phương án chính .
- Phương án sữa chửa mang tính tạm thời .
- Phương án sữa chửa lâu dài.
³ : Đối với chi tiết dạng trục này thì có các bề mặt nên chú ý khi gia công :
- Then hoa trên thục lắp ghép theo đường kính d.
- Then bằng trên trục lắp chặt trên bạc.
- Hai ngõng trục lắp ghép với ổ lăn.
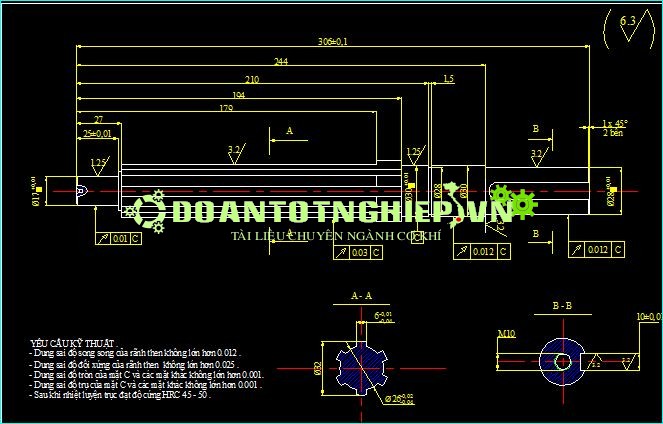
ð4 : PHÂN TÍCH ĐỘ CHÍNH XÁC CỦA CHI TIẾT SỮA CHỬA.
³ : Độ chính xác về kích thước.
-
Độ chính xác cao nhất về kích thước thuộc về 2 ngõng trục lắp ghép với ổ lăn Ø17
 và Ø30+ 0,01.
và Ø30+ 0,01. - Kích thước lắp ghép then hoa theo đường kính ( d ) Ø26 cấp chính xác 7
- Kích thước lắp ghép theo rãnh then Ø28 JS9
- Ngoài những kích thước theo đường kính còn có một số kích thước không chỉ dẫn như :
- Tổng kích thước của trục lắp ghép theo kích thước không chỉ dẩn cấp chính xác 12.
- Những kích thước còn lại củng láy theo kích thước không chỉ dẩn cấp chính xác 12.
³ : Độ chính xác về hình dáng hình học, vị trí tương quan.
- Những yêu cầu quan trọng có ảnh hưởng đến chất lượng chi tiết sữa chửa theo nguyên tắc giá trị dung sai nhỏ nhất tới giá trị dung sai lớn nhất :
- Sai lệch về hình dáng :
- Dung sai độ song song của rãnh then không lớn hơn 0,018.
- Dung sai độ tròn của mặt C so với các mặt còn lại tren t trục không lớn hơn 0,08.
- Dung sai độ trụ cuẩ mặt C so với các mặt còn lại tren trục không lớn hơn 0,08.
- Sai lệch về vị trí.
- Dung sai độ đối xứng của rãnh then không lớn hơn 0,072.
- Dung sai độ đảo mặt mút của mặt C so với mặt có Ø28 đạt 0,01mm.
- Dung sai độ đảo mặt mút của mặt C so với mặt có Ø30 đạt 0,01mm.
- Dung sai độ đảo mặt mút của mặt C so với mặt có Ø17đạt 0,01mm.
- Dung sai độ đảo mặt mút của mặt C so với mặt có Ø32đạt 0,02mm.
³ : Chất lượng bề mặt độ nhám và độ cứng.
- Liệt kê tất cả các bề mặt theo nguyên tác cấp độ nhám cao nhất cho tới bề mặt không gia công :
- Trục Ø30 và Ø17 lắp ghép theo ồ lăn được gia công mài sâu ngiệt luyện đạt độ nhám Ra = 1.25
- Trục Ø28 củng được gia công sau nhiệt luyện bằng phương pháp mai đạt độ nhám Ra = 1,25.
- Tới đường kính trong của trục then hoa có độ nhám Ra =1.6
- Sau đó tới các kích thước khác như rãnh then bằng độ nhám Ra = 3.2 và đường kính đỉnh ren trong lỗ có độ nhám Ra = 3.2
- Tới các bề mặt không tham gia vào quá trình lắp ráp có đọ nhám Ra = 6.3.
ð5 : QUÁ TRÌNH CHỌN PHÔI.
- Trước khi chế tạo chi tiết cần phải chọn phôi và kích thước phù hợp khi chọn phôi cần phải chú ý các đặc điểm sau :
ó Hoàn cảnh và khẳ năng của xí ngiệp .
ó Hình dáng và kết cấu của chi tiết .
ó Vật liệu cơ tính vật liệu của chi tiết theo yêu cầu thiết kế .
- Chọn phôi không nhửng đảm bảo năng suất chi tiết hình dáng sản phẩm mà còn đảm bảo cơ tính .
- Muốn chọn phôi hợp lý cần phải hiểu rỏ từng loại phôi và phạm vi sử dụng của chúng . Các loại phôi kim loại thường dùng là : Phôi thanh , phôi dập , phôi cán …
1 : Phôi thanh .
- Phôi thanh là loại phôi được chế tạo sẳn ngoài thị trường , có nhiều hình dáng kích thước khác nhau . Loại phôi nay nêu chọn để gia công thi chỉ cần ra thị trường chọ phôi phù hợp với yêu cầu rồi mua về chế tạo .
2 : Phôi rèn .
- Phương pháp rèn cho phôi có cơ tính tốt , kim loại chặt , chịu uốn và xoắn tốt nhưng phôi rèn không chế tạo ra được hình dáng phức tạp
- : Phôi dập .
Phôi dập có ưu điểm sau :
- Hình dáng kích thước gàn giống chi tiết gia công .
- Độ chính xác của phôi cao hơn so với rèn và khuôn có đơn giản hơn .
- Lượng dư phôi nhỏ .
- Trình độ công nhân đúng máy thấp .
- Phương pháp dập thường được sử dụng trong sản xuất hàng loạt lớn và hàng khối vì có năng suất cao , lượng tiêu hao kim loại ít độ chính xác cao.
4 : Phôi cán .
- Phôi cán là phôi được chế tạo từ phương pháp biến dạng dẻo trong các nhà máy luyện kim . Phôi cán có hình dáng kích thước theo tiêu chuẩn , phôi cán được sử dụng rộng rải trong các nghành ché tạo máy . Về cơ tính phôi cán kém hơn phôi rèn và phôi dập . Chọn phôi cán cần đúng hình dáng kích thước của chi tiết để giảm lượng dư gia công .
- Sau khi so sánh các phương pháp chế tạo phôi và xác định khối lượng chi tiết cần sản xuất và dạng sản xuát đơn chiếc . vì vậy chỉ cần phôi thanh là phù hợp với dạng sản xuất trên .
- PHẦN II: PHÂN TÍCH TÌNH TRẠNG NGUYÊN NHÂN , ĐẶC ĐIỂM HƯ HỎNG VÀ BIỆN PHÁP KHẮC PHỤC.
³ I : CÁC HƯ HỎNG THƯỜNG GẶP.
|
TT |
HƯ HỎNG THƯỜNG GẶP |
NGUYÊN NHÂN |
CÁCH KHẮC PHỤC |
|
|
|
Do trong quá trình làm việc ngõng trục được lắp ghép với vòng bi tiếp xúc vào nhau trong thòi gian dai nhưng không được bôi trơn đầy đủ . |
|
|
|
|
|
|
|
2 |
|
Do chi tiết làm viêc liên tục , chế độ bôi trơn không đầy đủ, bộ truyền lắp ghép không chính xác . |
Lắp ghép giã các bộ truyền phải chính xác, bôi tron phải đầy đủ , dầu bôi tron không bị bẩn , điều kiện vệ sinh tốt |
|
3
|
|
Do trong quá trình làm việc lục va đập mạnh, trục làm việc quá tải, gây ra cho môi lắp bi ảnh hưởng
|
quan tâm tới thời gian làm việc của chi tiết
|
|
4 |
|
Do quá tải |
Nắm vững thòi gian làm việc của máy. |
³ II : ĐẶC ĐIỂM HƯ HÕNG.
- Phân tích nhửng đặc điểm hư hõng dựa vào điều kiện làm việc của chi tiết và nguyên lý hoạt động của nó ảnh hưởng trực tiếp hoặc dán tiếp dẩn đến quá trình làm việc của chi tiết:
- Chuyển động của chi tiết máy : chi tiết được chuyển động dưa theo nguyên lý làm việc của hộp số máy , chi tiết chịu ảnh hưởng trục tiếp của các chuyển động chính như chuyển động truyền moomen xoán của chi tiết sang những bánh răng khác gây ra sự mòn trục ỏ các ngõng .
-Lục tác động : chi tiết củng chịu ảnh hưỡng của phẩn lực tác dụng khi truyền momen xoắn sang chi tiết khác , chịu tác dụng của phản lục củng như lực dọc trục gây nên gãy trục củng như gãy then hoa.
-Điều kiện bôi trơn : ngoài những nguyên nhân gây mòn trục trên còn có sự tham gia của dầu bôi trơn , dầu bôi trơn gây ra mòn trục khi thời gian bôi trơn quá dài , dầu bôi trơn bị bẩn .
³III : NGUYÊN NHÂN HƯ HỎNG.
ð1 : Xác định nguyên nhân hư hỏng:
-Dựa vào chức năng làm việc của trục, ta có thể xác định hư hỏng của trục có các dạng hư hỏng như: trục bị mòn, uốn hoặc gãy ngõng trục rãnh then , then hoa tren trục bị mòn , ren và lổ tam bị hư hỏng . Nhưng trong hợp số với thời gian làm việc nhiều trục nóng lên, nhiệt sinh ra nhiều, trục làm việc phải chịu uốn và chiụxoắn. Do đó hiện tượng gãy và mòn trục xãy ra nhiều hơn.
-Ta xét đến hiện tượng mòn các bề mặt lắp ghép trên trục, làm cho trục làm việc không tốt hoặc trục bị gãy không làm việc được. Hiện tượng này thường xảy ra đối với bộ truyền bôi trơn không tốt, dầu bôi trơn bị bẩn, điều kiện vệ sinh không tốt. Do trục làm việc quá tải hoặc trong bộ truyền lắp ghép không chính xác làm cho bộ truyền làm việc không còn ổn định nữa. Do đó ta phải tiến hành sửa chữa.
ð2 : Phân tích nguyên nhân hư hỏng:
A :Trục bị mòn: ( ngõng trục ).
Đây là dạng hỏng thường xảy ra trong các chi tiết làm việc bôi trơn không tốt, chế độ chăm sóc bảo dưởng và bôi trơn không định kỳ, dầu bôi trơn bẩn. Do ảnh hưởng của môi trương xung quanh, cũng gây ra hiên tượng mòn nhanh, làm việc không hiệu quả.
Trong thực tế trục bị mòn ít bị các trường hợp mòn trên cả chiều dài của trục mà phần lớn trục thường bị mòn cục bộ như các trường hợp sau:
- Bánh răng quay lồng không liên tục, trục mòn tại nơi bánh răng quay.
- Bánh răng di trượt trên trục kể cả trục trơn và trục then hoa. Trục bị mòn trên suốt chiều dài của trục.
- Các nơi đoạn trục có lắp ráp với ổ bi trục sẽ quay theo bi song do quá trình tháo lắp sửa chữa nhiều lần cũng làm cho cổ trục mòn nhỏ dần dần đến lắp lỏng với ổ bi.
- Trục chạy trên gối đở là ổ trượt, tuy cấu tạo bạc làm bằng vật liệu mềm hơn trục nhưng trục cũng mòn ở các cổ trục ăn khớp với bạc.
-Trục bị gãy và nức:
Là dạng hỏng rất nghiêm trọng không những làm bộ truyền mất đi khả năng làm việc mà có khi còn phá hủy các chi tiết khác.
-Trục gãy do các nguyên nhân:
Do chế tạo và lắp ráp không đúng, vật liệu chế tạo trục không đảm bảo chất lượng.
Trục bị gãy vì vượt quá giới hạn mỏi khi trục đó có tải trọng tác dụng lên trục luôn luôn thay đổi chiều tác dụng vuông góc với trục, làm cho trục bị uốn sang bên này, uốn sang bên kia tạo ra sự biến dạng của trục, thay đổi thường xuyên chiều uốn và đến một thời gian nào đó trục biến dạng dẻo dẩn đến giòn và gãy. Trục thường bị gãy ở cổ trục nhiều nhất.

























