
THIẾT KẾ QUY TRÌNH SỬA CHỮA BÁNH RĂNG Z25 TRỤC THEN HOA HỘP SỐ XE Ô TÔ, đồ án môn học công nghệ chế tạo máy TRỤC THEN HOA, bài tập lớn công nghệ chế tạo máy TRỤC THEN HOA, thiết kế quy trình công nghệ gia công chi tiết TRỤC THEN HOA
THIẾT KẾ QUY TRÌNH SỬA CHỮA TRỤC IV TRỤC THEN HOA, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
LỜI MỞ ĐẦU.. 1
NHẬN XÉT CỦA GIÁO VIÊN HƯỚNG DẪN.. 2
NHẬN XÉT CỦA HỘI ĐỒNG CHẤM ĐIỂM... 3
PHẦN I: CHỨC NĂNG LÀM VIỆC CỦA MÁY.. 4
I. Nguyên lý hoạt động. 4
II. Đặc điểm hư hỏng. 4
1.Hiện tượng mòn của các chi tiết 4
2. Gãy răng. 5
3. Mòn răng. 5
4. Mòn trục. 5
5. Gãy trục. 5
III. Biện pháp hạn chế hư hỏng. 5
1. Hạn chế mòn. 5
2. Hạn chế gãy chi tiết 5
PHẦN II: PHÂN TÍCH CHI TIẾT SỬA CHỮA TRỤC IV.. 6
(TRỤC THEN HOA) 6
I. Chức năng làm việc của trục . 6
1. Khái niệm về trục: 6
2. Phân loại: 6
3. Kết cấu trục: 6
4. Các dạng hỏng trục: 7
5. Biện pháp khác phục. 7
II. Phân tích chi tiết sửa chữa. 7
1. Khái niệm ghép then hoa. 7
2. Chức năng làm việc của chi tiết . 7
3. Phân tích đặc điểm hư hỏng của chi tiết: 8
4. Biện pháp hạn chế hư hỏng: 8
III. Phân tích lựa chọn phương án sửa chữa. 9
1. Sửa chữa ngõng trục bị mòn: 9
2. Sửa chữa trục bị cong vênh: 9
3. Sửa trục bị gãy. 10
4. Sửa chữa then hoa bị mòn. 10
5. Sửa chữa trục bằng cách chế tạo mới. 10
IV. Bảng tiến trình công nghệ của các phương án sửa chữa trục. 11
V. Chọn Phương án Sửa chữa thích hợp. 16
1.Phương án hàn đắp: 16
2.Phương án mạ phun: 16
3. Phương án ép bạc: 16
3. Phương án chế tạo mới: 16
4. Bảng tiến trình công nghệ. 17
VII. Chọn chuẩn và chế độ cắt. 23
PHẦN III: PHÂN TÍCH CHI TIẾT SỬA CHỮA BÁNH RĂNG Z25. 38
I. Tổng quan về bánh răng. 38
1. Khái niệm bánh răng: 38
2. Phân loại và công dụng bánh răng. 38
II. Đặc điểm hư hỏng và biện pháp khắc phục. 39
1. Xác định nguyên nhân hư hỏng. 39
2. Phân tích nguyên nhân hư hỏng. 40
III. Phân tích chọn phương án sửa chữa. 41
1. Các phương án sửa chữa. 41
2. Bảng tiến trình công nghệ. 42
3. Bảng tiến trình công nghệ. 47
III. Chọn chuẩn và chế độ cắt. 53
PHẦN I: CHỨC NĂNG LÀM VIỆC CỦA MÁY
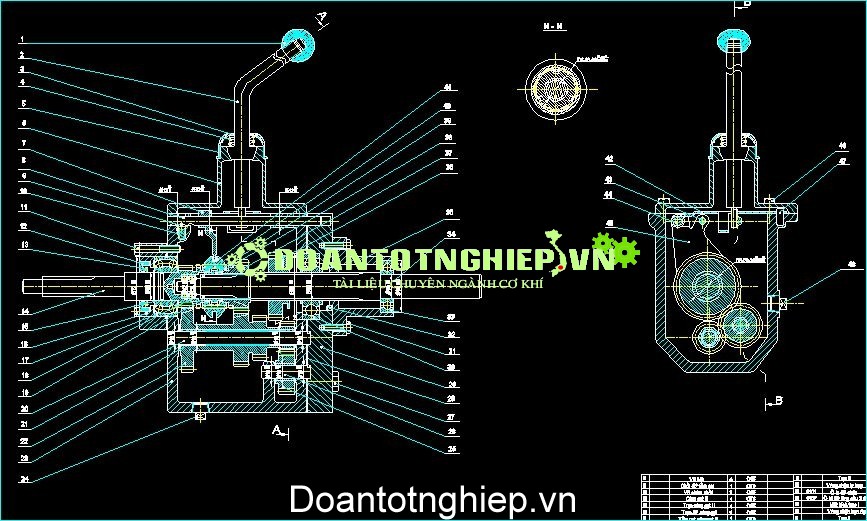
Hộp số dùng cơ cấu ly hợp là loại hộp số rất thông dụng trong các loại xe ôtô và các loại máy móc khác. Hộp số hoạt động nhờ vào các cơ cấu ăn khớp của bánh răng,hộp số gồm các bánh răng Z17 của trục I, Z29, Z18, Z16, Z12 của trục II, Z16 của trục III, Z22, Z25 của trục IV,và trục then hoa dùng để truyền momen xoắn.
I. Nguyên lý hoạt động.
Hộp số hoạt động nhờ vào sự truyền động ăn khớp của bánh răng, từ trục I truyền qua trục IV theo 4 cấp. Trục I truyền thẳng qua trục IV khi gạt ly hợp sang trái; truyền gián tiếp qua trục IV với các tỷ số truyền là , khi ly hợp gạt qua phải; , ; và với tỷ số truyền , , có tác dụng đảo chiều quay. Cơ cấu ly hợp thường được dùng trong các cơ cấu máy móc đặc biệt là đối với ôtô vì nó có khả năng sang số trực tiếp nhờ cơ cấu ly hợp có vòng đồng tốc giúp sang số rất dễ dàng mà không cần giảm tốc độ.
II. Đặc điểm hư hỏng.
Trong quá trình làm việc với sự tác động của nhiều yếu tố khác nhau tác động vào cơ cấu chấp hành bên trong hộp số như: nhiệt độ, bụi bẩn, điều kiện làm việc không tốt làm mất cân bằng chi tiết máy dẫn đến mòn cổ trục, mòn bánh răng, bị gãy răng, mòn then hoa…..
1.Hiện tượng mòn của các chi tiết
- Sự mài mòn là quá trình thay đổi từ từ kích thước chi tiết theo thời gian sử dụng máy
- Độ mòn của chi tiết gồm mòn bình thường và mòn phá hủy.
+ Mòn bình thường là do máy làm việc lâu dài,chất lượng máy giảm nhưng không rõ rệt.
+Mòn phá hủy là loại mòn rất nhanh, trong một thời gian ngắn đã tới các kích thước làm cho chi tiết không còn khả năng làm việc được nữa
- Mòn có các dạng nhu sau: mòn cơ học, mòn dính và ăn mòn.
+ Mòn cơ học là kết quả tác dụng của lực ma sát khi trượt chi tiết theo một chi tiết khác
+ Mòn dính là sự dính của bề mặt này với bề mặt khác
+ Mòn do ăn mòn thường xuất hiện ở các máy và các bộ phận máy chịu tác dụng trực tiếp của nước, không khí, các hóa chất, nhiệt độ.
Độ mòn cơ học của chi tiết thường không đều là kết quả tác dụng không đều của tải trọng lên bề mặt của chi tiết.
- Có thể căn cứ vào đặc điểm làm việc của chi tiết máy để xác định độ mòn của chúng.
+ Tiếng ồn trong bộ truyền bánh răng chứng tỏ prôfin răng bị mòn
- Nếu có va đập mạnh thì chứng tỏ rằng mối ghép ổ với trục và trong thân bị hỏng
2. Gãy răng.
Trong quá trình làm việc do các chi tiết bị mài mòn nên dẫn đến sự va đập làm các bánh răng bị gãy, mẽ, hoặc do hoạt động quá công suất, hay còn do việc sang số gây ra sự va đập làm cho răng bị mẽ.
3. Mòn răng.
Do thời gian làm việc lâu nên dẫn đến mòn profin răng.
4. Mòn trục.
Do tác dụng của tải trọng khi làm việc lên các bề mặt lắp ghép như ở các cổ trục ghép với bạc đạn hay ở chổ các bánh răng di trượt nên dẫn đến mòn trục.
5. Gãy trục.
Nguyên nhân gây ra sự gãy trục là do chịu tải quá nặng khi truyền momen xoắn trong lúc làm việc
III. Biện pháp hạn chế hư hỏng.
1.Hạn chế mòn.
Khi sử dụng máy nên cần chú ý đến chế độ bôi trơn,vì đây là yếu tố làm tăng độ bền cho máy, nhờ vậy mà chống được sự mài mòn.
Để chống lại sự mòn chúng ta cần tuân thủ theo các nguyên tắc sau:
+ Sử dụng máy phù hợp với công dụng và đặc điểm kỹ thuật của máy.
+ Cần phải làm vệ sinh máy,làm sạch các cơ cấu, chi tiết, nghiêm chỉnh tuân theo qui định ghi trong bản hướng dẫn sử dụng máy.
+ Cần dùng dầu bôi trơn đúng ký hiệu qui định và bôi trơn đúng kỳ hạn
+ Kiểm tra kỹ thuật và sửa chữa cẩn thận kịp thời
2. Hạn chế gãy chi tiết
Cần tránh làm việc quá công suất, tránh sự va đập vào máy,không nên sử dụng máy một cách tùy tiện không phù hợp với chức năng làm việc của máy
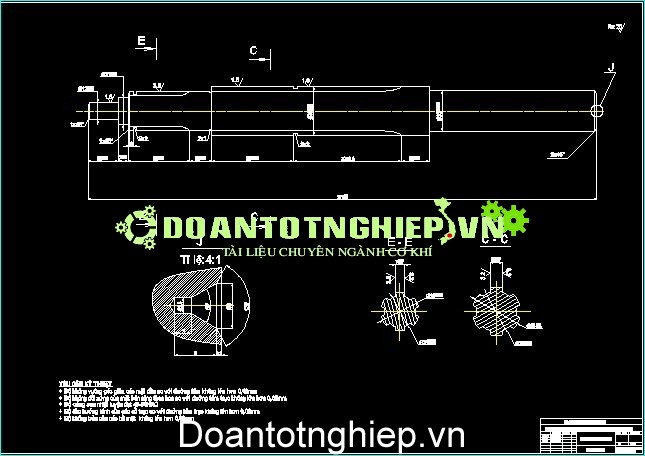
PHẦN II: PHÂN TÍCH CHI TIẾT SỬA CHỮA TRỤC IV
(TRỤC THEN HOA)
I. Chức năng làm việc của trục .
1. Khái niệm về trục:
Trục là chi tiết máy dùng để đỡ các chi tiết máy quay như bánh dai, bánh răng, đĩa xích … Để tiện momen xoắn từ trục này sang trục kia hoặc cả hai nhiêm vụ.
2. Phân loại:
Theo đặc điểm chịu tải trục được chia làm hai loại: trục tâm và trục truyền.
Trục tâm: được dùng chỉ để đỡ trục và chịu momen uốn. trục tâm có thể quay cùng với các chi tiết lắp trên nó như trục bánh xe của tàu hỏa lăn trên đường ray, hoặc trục tâm không quay như trục của ròng rọc.
Trục truyền vừa để đỡ các chi tiết máy quay vừa truyền momen xoắn,nghĩa là đồng thời chịu cả momen uốn và momen xoắn
Theo dạng dạng đường tâm trục chia làm hai loại: trục thẳng,trục khuỷu và trục mềm.Trục khuỷu được dùng trong động cơ đốt trong ,máy bơm pittông, còn trục mềm được dùng để truyền chuyển động quay và momen xoắn giữa các bộ phận máy hoặc máy có thay đổi vị trí khi làm việc,hai loại trục này được nghiên cứu trong các giáo trình chuyên môn.
Theo hình dáng của trục,trục chia làm hai loại: trục trơn,trục bậc,trục đặt và trục rỗng.
Trục trơn là trục có mặt cắt ngang không thay đổi theo chiều dài.
Trục bậc: là trục có mặt cắt ngang thay đổi theo chiệu dài
3. Kết cấu trục:
Trục thường được chế tạo có hình dạng trục trơn và trục bậc.Về phương diện chế tạo thì trục trơn dễ chế tạo hơn trục bậc,giá thành rẽ hơn,nhưng về phương diện sử dụng,thì trục trơn lắp ghép,sửa chữa phức tạp hơn,trục trơn không thích hợp với đặc điểm và tình hình phân bố ứng suất trên trục. Chính vì vậy trục trơn ít được sử dụng trong ngành chế tạo máy,khi cần giảm trọng lượng thì có thể chế tạo trục rỗng. Tuy nhiên giá thành chế tạo trục rỗng khá đắt.
4. Các dạng hỏng trục:
- Trục thường bị mòn
- Thường bị gãy hỏng co mõi,nguyên nhân làm cho trục gãy là:
+ Trục thường xuyên làm việc quá tải,hoặc khi thiết kế không đánh giá đúng trị số và đặc điểm của tải trọng tác dụng lên trục
+ Không đánh giá đúng sự tập trung ứng suất do kết cấu gây nên.
+ Có sự tập trung ứng suất do chất lượng chế tạo xấu.
+ Hoặc khi sử dụng không đúng yêu cầu kỹ thuật.
- Trục bị uốn cong
- Trục có then hoa bị mòn 2 mặt bên.
5. Biện pháp khác phục
Không nên cho máy làm việc quá tải, khi chế tạo cần chú ý đến những yêu cầu kỹ thuật của chi tiết,vận hành dúng kỹ thuật.
II. Phân tích chi tiết sửa chữa.
Trục IV là trục then hoa nên ở đây người ta lắp ghép bằng then hoa
1.Khái niệm ghép then hoa.
Ghép then hoa là loại ghép tháo được, được dùng rất phổ biến để ghép các chi tiết máy có dạng trục và mayơ như ghép các bánh răng, bánh đai,đĩa xích…
Ưu điểm của mối ghép then hoa:
- Đảm bảo mối ghép đúng tâm hơn và dễ di động chi tiết máy trên trục.
- Khả năng chịu tải lớn hơn so với mối ghép then cùng kích thước, do diện tích bề mặt làm việc tốt hơn và tải trọng phân bố đều hơn trên bề mặt răng.
- Độ bền mỏi cao hơn, chịu va đập và tải trọng động tốt hơn.
Nhược điểm:
- Có tập trung ứng suất ở góc rãnh tuy ít hơn so với ghép bằng then.
- Tải trọng phân bố giữa các răng không đều nhau.
- Cần có những dụng cụ và thiết bị chuyên môn để chế tạo và kiểm tra.
Dạng răng trong mối ghép then hoa có 3 dạng:
+ Răng chữ nhật
+ Răng thân khai
+ Răng tam giác
Trong đó răng chữ nhật được dùng nhiều nhất
2.Chức năng làm việc của chi tiết .
Trục IV là loại trục then hoa nên dùng để truyền momen xoắn,nó nhận chuyển động trực tiếp từ trục I, và gián tiếp từ trục II và III. Tùy vào tỉ số truyền mà nó có tốc độ khác nhau làm cho máy chạy nhanh hay chậm và cả việc chuyển động ngược lại chiều quay của động cơ.
3. Phân tích đặc điểm hư hỏng của chi tiết:
Trong quá trình làm việc máy móc lúc nào cũng không tránh khỏi các ảnh hưởng bên ngoài làm cho trục bị mòn,bị gãy ở những chổ tập trung ứng suất cao,chịu tải lớn.
a. Trục bị mòn:
Trên trục khi làm việc quá lâu và chịu tải trọng thì không tránh khỏi bị mòn tại các ngõng trục,đều đó dẫn đến sự chênh lệch về đường tâm và làm cho các chi tiết va đập vào nhau gây tiếng ồn, trên trục còn có then hoa dùng để ghép bánh răng di trượt vì thế qua quá trình làm việc sẽ làm cho răng then hoa bị mòn nên làm cho mối ghép có độ hở càng lớn dẫn đến rung động lớn khi làm việc.
b. Trục bị gãy:
Do trục làm việc quá khả năng cho phép,tải trọng tác động lên nó quá lớn,và tốc độ làm việc cũng khá cao,do trục có nhiều bậc nên tại nơi chuyển bậc thường hay bị gãy do tập trung ứng cao hơn so vói các nơi khác vì vậy trục dễ bị gãy
c. Trục bị cong vênh:
Trong quá trình làm việc trục truyền động nhận và truyền momen xoắn từ trục này sang trục khác, do đó có thể làm trục bị cong vênh.Ngoài ra trục truyền động còn bị cong vênh do một số nguyên nhân khác như:
- Do vật liệu chế tạo trục không phù hợp, không đảm bảo độ cứng vững cần thiết dưới tác dụng của tải trọng động và khối lượng của khối bánh răng
- Do trục làm việc quá tải so với sức bền cho phép của trục
- Do lắp rắp không đúng yêu cầu kỹ thuật
- Do bảo quản trục không tốt trong quá trình làm việc và không làm việc, do quá trình nhiệt luyện không đạt độ cứng cần thiết làm trục bị cong.
d. Hai mặt bên then hoa bị mòn:
Đối với then trên trục truyền động do quá trình làm việc thường xuyên, nguyên nhân làm cho hai mặt bên then hoa bị mòn là do tải trọng thay đổi khi thay đổi tỉ số truyền,sinh ra ứng suất ở mặt bên rãnh then. Ngoài ra then hoa cũng bị mòn do quá trình mở máy gây ra va đập.hoặc cũng có thể do bề mặt tiếp xúc của trục then hoa va lỗ then hoa không đủ dầu bôi trơn. Khi then hoa mòn đủ lớn các hạt bột mài rơi vào bề mặt tiếp xúc này gây trục then hoa một cách nhanh chống.
4. Biện pháp hạn chế hư hỏng:
a. Trục bị mòn:
- Cần có chế độ bôi trơn hợp lý
- Dùng đúng dầu bôi trơn
- Cần nâng cao độ bóng bề mặt ngõng trục và tăng độ cứng khi nhiệt luyện.
b. Trục bị gãy:
- Tránh làm việc quá tải
- Tránh những va đập mạnh
- Tránh hoạt động quá công suất
c. Trục bị cong vênh:
- Chọn vật liệu chế tạo trục truyền động thích hợp với điều kiện tải trọng và điều kiện làm việc, kiểm tra độ cứng vững của trục.
- Cần có chế độ nhiệt luyện thích hợp nhằm bảo đảm độ cứng cần thiết mà không gây giòn trục
- Có chế độ lắp hợp lý nhất và thao tác đúng trong quá trình lắp.
- Cần có chế độ bảo đảm tốt.
d. Hai mặt bên then hoa bị mòn:
- Cần hết sức cẩn thận trong quá trình đóng mở ly hợp hạn chế đến mức thấp nhất tải trọng va đập gây ra.
- thường xuyên bảo trì bảo dưỡng, sử dụng dúng và đủ dầu bôi trơn.
III. Phân tích lựa chọn phương án sửa chữa.
1. Sửa chữa ngõng trục bị mòn:
a. Đối với ngõng trục bị mòn thì ta có nhiều phương án sửa chữa khác nhau:
- Sửa chữa ngõng trục đén kích thước sửa chữa nhỏ hơn kích thước ban đầu: nếu ngõng trục mòn không đến 0.2 – 0.3 mm thì chỉ việc mài lại để đạt độ ôvan,độ nhám bề mặt cần thiết, ổ lót sẽ được thay thế hoặc chế tạo mới theo kích thước sửa chữa của trục nhằm bảo đảm lắp ghép.
- Nếu ngõng trục mòn nhiều thì tiến hành ủ giảm độ cứng rồi tiện và mài lại. Đối với trục chịu tải trọng va đập cho phép giảm đường kính nhưng không quá 5%, với những trục chịu tải trọng tĩnh có thể cho phép giảm đường kính ngõng trục lớn hơn. Nhưng không được giảm bán kính góc lượng vì sẽ làm cho ứng suất tập trung tăng lên gây yếu trục.
b. Sửa chữa bằng cách phục hồi kích thước ban đầu:
- Nếu ngõng trục mòn nhiều thì ta có thể sửa chữa bằng cách hàn hồ quang rung hoặc hàn đắp kim loại bằng hồ quang lên bề mặt ngõng trục. Khi hàn theo hồ quang rung cần hàn theo đường xoắn ốc như đường xoắn của ren, còn khi hàn hồ quang thường cần hàn dọc theo đường sinh và bố trí kế tiếp nhau nhưng phải đối xứng qua tâm trục nhằm hạn chế cong vênh có thể xảy ra. Sau đó ủ khử ứng suất rồi mới tiện và mài lại. Nếu ngõng trục không cho phép hàn thì có thể sửa chữa bằng cách ép bạc dùng keo epoxit dán chặt lại. Sau đó gia công bạc này đến kích thước ban đầu của ngõng trục.
- Trong trường hợp ngõng trục chỉ bị mòn khá nhỏ,người ta thường mạ crôm hay mạ phun kim loại.
2. Sửa chữa trục bị cong vênh:
- Khi trục bị cong có thể sửa chữa bằng cách nung nóng cục bộ hoặc nắn.
- Nắn trục có thể thực hiện trạng thái nóng hay nguội. Những trục có đường kính nhỏ hơn 60 mm đều được nắn nguội. Nắn nguội có thể thục hiện bằng tay hoặc bằng máy.
- Trục có đường kính đến 30 mm có thể nắn bằng cách tán. Bản chất của cách nắn thẳng này là đặt trục lên tấm phẳng, đằng cong đặt xuống dưới và đập nhẹ búa đến khi trục thẳng.
- Những trục có đường kính trên 60 mm đều được nắn nóng. Để tiến hành nắn trục người ta có thể nung nóng phần lồi ở những đoạn cong tới nhiệt độ xác định rồi để nguội, trục sẽ tự thẳng ra. Vấn đề ở đây là ta phải xác định đúng nhiệt độ nung nếu không trục sẽ vẫn bị cong, thậm chí còn cong hơn cả lúc đầu.
- Khi nắn nóng ta có thể sử dụng ngọn lửa oxy-axetylen. Khi nắn trục được gá trên hai mũi tâm hoặc cặp trên mâm cặp và luynet tĩnh trên máy tiện ,phần cong đặt hướng lên trên. Dùng ngọn lửa oxy-axetylen nung nóng phần lồi, phía dưới hai đầu trục đặt hai đồng hồ so để kiểm tra độ thẳng. Xung quanh chổ nung nóng được bọc vải amiăng cách nhiệt.
3. Sửa trục bị gãy.
Trục bị gãy thường được hàn lại rồi gia công cơ, hay chế tạo mới trục
4. Sửa chữa then hoa bị mòn.
Trục then hoa thường được sửa chữa bằng cách mạ phun, mạ crôm, hàn đắp, nếu trục then hoa nhỏ thì thường chế tạo mới để đảm bảo yêu cầu kỹ thuật.
5. Sửa chữa trục bằng cách chế tạo mới.
Nếu trục bị hư hại quá nhiều hoặc bị một trong các hư hỏng đã nêu mà mức độ hư hỏng ngoài khả năng sửa chữa thì ta có thể tiến hành sửa chữa bằng cách chế tạo mới.
IV. Bảng tiến trình công nghệ của các phương án sửa chữa trục
Bảng tiến trình công nghệ sửa chữa ngõng trục bị mòn và bị gãy bằng phương pháp hàn đắp
|
Thứ tự |
Nội dung nguyên công |
Chuẩn |
Máy |
Dao |
Đồ gá |
Dụng cụ đo |
||
|
NC |
Gá |
B |
||||||
|
I |
|
1
2 |
- Làm sạch trục then hoa - Kiểm tra độ hư hỏng của trục |
|
|
|
|
Thước cặp 1/50 |
|
II |
|
|
Ủ trục cần sửa chữa |
|
Lò nung |
|
|
|
|
III |
Khử 5 bậc tự do |
|
Hàn đắp ngõng trục và then hoa |
Hai lỗ tâm |
1K62và máy hàn |
Que hàn |
Hai mũi chống tâm có tốc kẹp
|
Thước cặp 1/50 |
|
IV |
Khử 5 bậc tự do |
1
2
3
4 |
- Tiện thô mặt trụ ngoài thứ nhất - Tiện tinh mặt trụ ngoài thứ nhất - Tiện thô ngõng trục hai - Tiện tinh ngõng trục hai |
Hai lỗ tâm |
1K62 |
Dao tiện vai T15k6 |
Thước cặp 1/50 |
|
|
V |
Khử 5 bậc tự do |
|
Phay lại then hoa |
Hai lỗ tâm |
5350 |
Dao phay modul trục vít |
Hai mũi chống tâm có tốc kẹp
|
Thước cặp 1/50 |
|
VI |
Khử 5 bậc tự do |
|
Nhiệt luyện |
Hai lỗ tâm |
Lò tôi |
Nhiệt độ |
Hai mũi chống tâm có tốc kẹp
|
|
|
VII |
|
|
Mài ngõng trục |
Hai lỗ tâm |
Mài 3151 |
ĐÁ mài trụ |
Panme |
|
|
VIII |
|
|
Tổng kiểm tra |
Hai lỗ tâm |
|
|
|
Đồng hồ số |
Bảng tiến trình công nghệ sửa chữa ngõng trục bằng phương pháp mạ phun
|
Thứ tự |
Nội dung nguyên công |
Chuẩn |
Máy |
Dao |
Đồ gá |
Dụng cụ đo |
||
|
NC |
Gá |
B |
||||||
|
I |
|
1
2 |
- Làm sạch trục then hoa - Kiểm tra độ hư hỏng của trục |
|
|
|
|
Thước cặp 1/50 |
|
II |
Khử 5 bậc tự do |
|
Phun cát tạo độ nhám bề mặt |
Hai lỗ tâm |
Máy phun cát |
Cát thạch anh |
Hai mũi chống tâm có tốc kẹp
|
|
|
III |
|
Tiến hành mạ phun |
Hai lỗ tâm |
1K62 và máy mạ phun |
|
|
||
|
IV |
|
Mài lại trục |
Hai lỗ tâm |
3151 |
Đá mài tròn ngoài |
Panme |
||
|
V |
|
Tổng kiểm tra |
Hai lỗ tâm |
|
|
Panme và Đồng hồ số |
||
Bảng tiến trình công nghệ sửa chữa ngõng trục bằng phương pháp ép bạc
|
Thứ tự |
Nội dung nguyên công |
Chuẩn |
Máy |
Dao |
Đồ gá |
Dụng cụ đo |
||
|
NC |
Gá |
B |
||||||
|
I |
|
1
2 |
- Làm sạch trục then hoa - Kiểm tra độ hư hỏng của trục |
|
|
|
|
Thước cặp 1/50 |
|
II |
|
|
Ủ trục cần sửa chữa |
|
Lò nung |
|
|
|
|
III |
Khử 5 bậc tự do |
1
2
3
4
5
6 |
- Tiện thô mặt trụ ngoài thứ nhất - Tiện tinh mặt trụ ngoài thứ nhất đạt kích thước - Tiện thô ngõng trục hai - Tiện tinh ngõng trục hai đạt kích thước - Khoan lỗ trên bạc - Doa tinh lỗ trên bạc |
Hai lỗ tâm |
1K62 |
Dao tiện vai T15k6 |
Hai mũi chống tâm có tốc kẹp
|
Thước cặp 1/50 |
|
IV |
Khử 5 bậc tự do |
|
Tiến hành ép bạc |
Mặt trụ ngoài và mặt đầu |
Máy ép thủy lực |
Thiết bị ép |
KhốI V dài |
Thước cặp 1/50 |
|
V |
|
|
Nhiệt luyện |
|
Lò tôi |
Nhiệt độ |
|
|
|
VI |
|
|
Mài ngõng trục |
Hai lỗ tâm |
3151 |
Đá mài trụ |
Hai mũi chống tâm có tốc kẹp
|
Thước cặp 1/50 |
|
VII |
|
|
Tổng kiểm tra |
|
|
|
|
Panme |
Bảng tiến trình công nghệ sửa chữa ngõng trục bằng phương pháp chế tạo mới
|
Thứ tự |
Nội dung nguyên công |
Chuẩn |
Máy |
Dao |
Đồ gá |
Dụng cụ đo |
||
|
NC |
Gá |
B |
||||||
|
I |
|
1 2 3 |
Chuẩn bị phôi - Chọn phôi - Làm sạch phôi - Kiểm tra phôi |
|
|
|
|
Thước cặp 1/50 |
|
II |
Khử 5 bậc tự do
Khử 5 bậc tự do
Khử 5 bậc tự do
|
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21 |
Tiện
|
Mặt trụ ngoài
Hai lỗ tâm
Hai lỗ tâm
|
1K62
1K62
|
Dao đầu cong T15k6
Mũi khoan tâm
Dao tiện vai T15k6
Dao đầu cong T15k6
Mũi khoan tâm
Dao tiện vai T15k6
Dao tiện vai T15k6
Dao đầu cong T15k6
Dao cắt rãnh T15k6
Dao tiện vai T15k6
Dao đầu cong T15k6
|
Mâm cặp 3 chấu tự định tâm
Hai mũi chống tâm có tốc kẹp
Hai mũi chống tâm có tốc kẹp
|
|
|
III |
Khử 5 bậc tự do |
1
2
|
Phay trục then hoa
|
Hai lỗ tâm |
5350 |
Dao phay modul trục vít |
Hai mũi chống tâm có tốc kẹp
|
Panme |
|
IV |
|
|
Nhiệt luyện |
Hai lỗ tâm |
Lò tôi |
Nhiệt độ |
|
|
|
V |
Khử 5 bậc tự do |
1
2
|
Mài
|
Hai lỗ tâm |
3151 |
Đá mài |
Hai mũi chống tâm có tốc kẹp
|
Panme |
|
VI |
|
|
Tổng kiểm tra |
Hai lỗ tâm |
|
|
|
Panme |
V. Chọn Phương án Sửa chữa thích hợp
1.Phương án hàn đắp:
Đây là phương án được dùng rộng rãi, dùng để hàm đắp lên các chi tiết bị mòn, nức gãy, vỡ. Để được mối ghép bằng hàn các mặt kim loại được nung nóng đến trạng thái dẻo hoặc lỏng.Đây là quá trình phục hồi nhanh nhưng hiệu quả không cao.
2.Phương án mạ phun:
Mạ phun là phương án phục hồi nhanh nhất và có hiệu quả cao,đạt độ chính xác cao về hình dạng,thời gian sửa chữa nhưng vẫn đảm bảo chất lượng. Nhưng đối với phương án này thì rất tốn kém không mang lại lợi ích về kinh tế, sữa chữa rất đắt tiền.
3. Phương án ép bạc:
Đây cũng là phương án khá hiệu quả, nhưng cũng mất khá nhiều thời gian,và đây chỉ là vấn đề giải quyết tạm thời.
3.Phương án chế tạo mới:
Đây là phương án tốt nhất và hiệu quả nhất khi chi tiết không còn sửa chữa được nữa hoặc đã sửa chữa nhiều lần. Nhược điểm của phương án này là giá thành đắt, gia công tốn thời gian.Nhưng đảm bảo được tính kỹ thuật cao.
Qua quá trình phân tích các đặc điểm hư hỏng cũng như các biện pháp khắc phục,sửa chữa hư hỏng.Ta chọn phương án chế tạo mới là thích hợp nhất vì ở đây ta sửa chữa định kỳ để bảo trì máy,và trục then hoa nhỏ thường không sửa chữa mà là chế tạo mới.Tuy gia cả khá đắt nhưng nó đảm bảo các tính kỹ thuật.
4. Bảng tiến trình công nghệ.
chọn chuẩn và chế độ cắt.
Nguyên công I: chuẩn bị phôi
Bước 1: Chọn phôi
Bước 2: Làm sạch phôi
Bước 3: Kiểm tra phôi
Nguyên công II: Tiện trục
Bước 1: Vạt mặt đầu
Chuẩn là mặt trụ ngoài,dùng mâm cặp 3 chấu tự định tâm khử 4 bậc tự do
DF = 38; Dao tiện đầu cong T15K6, Fd = 16x25, L = 374, φ = 45º, φ1 = 10º, γ = 0º, T = 60', c = 6. Máy tiện 1K62,gá trên mâp cặp
Bài giải
- Chọn chiều sâu cắt:
t = 2 mm
- Chọn bước tiến:
Bảng ( 21 – 1) trang 27, sách chế độ cắt gia công cơ khí của trường đại học Sư Phạm Kỹ Thuật thành phố Hồ Chí Minh do NXB Đà Nẵng năm 2001 xuất bản, ta được:
S = 2,6 x 1 = 2,6 mm/v
Bảng ( 25 – 1) trang 29, sách chế độ cắt gia công cơ khí của trường đại học Sư Phạm Kỹ Thuật thành phố Hồ Chí Minh do NXB Đà Nẵng năm 2001 xuất bản, ta được:
...............................................
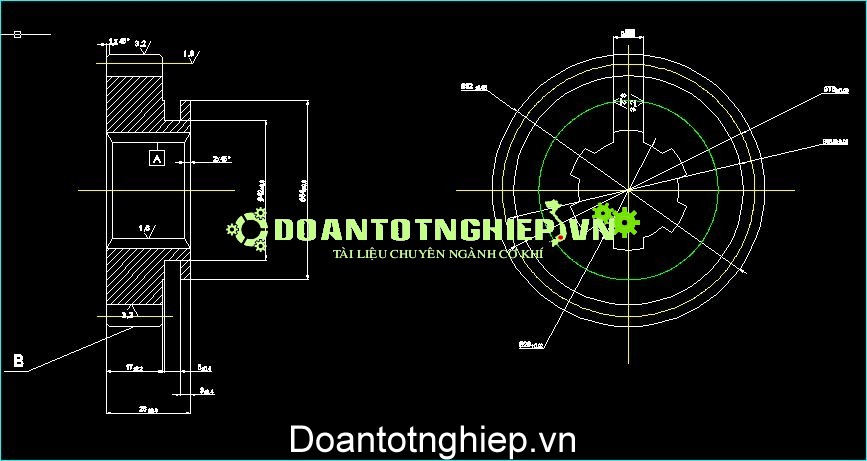
PHẦN III: PHÂN TÍCH CHI TIẾT SỬA CHỮA BÁNH RĂNG Z25
I. Tổng quan về bánh răng.
1. Khái niệm bánh răng:
- Cơ cấu bánh răng là cơ cấu ăn khớp cao dùng chuyển động quay giữa các trục với tỉ số truyền xác định nhờ sự ăn khớp của các khâu có răng, các khâu ấy được gọi là bánh răng.
- Truyền động bánh răng được sử dụng hầu hết trong các loại máy nó thực hiện truyền chuyển đông quay giữa các trục, hoặc biến đổi chuyển động quay thành chuyển động tịnh tiến và ngược lại.
2. Phân loại và công dụng bánh răng
Công dụng chung của bộ truyền bánh răng
- Bánh răng, bánh vít là những chi tiết dùng để truyền lực và truyền động mà chúng ta thường thấy trong nhiều loại máy khác nhau. Với sự phát triển của ngành công nghệ chế tạo máy và với yêu cầu của sửa chữa và thay thế, các loại chi tiết ngày càng được sản xuất nhiều hơn. Ở nhiều nước người ta đã xây dựng nhà máy, phân xưởng chuyên sản suất bánh răng,bánh vít với trình độ tự động hóa và chuyên môn hóa cao.
- Truyền động bánh răng được sử dụng rộng rãi vì chúng có những ưu điểm như khả năng truyền lực lớn, đảm bảo tỉ số truyền chính xác, hiệu suất truyền động cao, tỉ số truyền lớn vv…
- Trong các loại máy như: máy công cụ, máy nông nghiệp, ô tô, động cơ dốt trong, cần trục vv…Truyền động bánh răng là những cơ cấu quan trọng.
- Phạm vi tốc độ khả năng truyền chuyển động của bộ truyền bánh răng rất lớn. Các hộp giảm tốc của bánh răng có khả năng truyền công suất hàng chục Kw. tốc độ vòng quay của bánh răng trong các cơ cấu truyền chuyển động có thể đạt 150m/s. bánh truyền chuyển động quay được gọi là bánh chủ động, bánh được truyền chuyển động quay được gọi là bánh bị động.
- Sử dụng bộ truyền bánh răng có thể truyền được chuyển động các trục chéo nhau, vuông góc nhau hoặc song song nhau.
- Tùy thuộc vào tình trạng của bánh răng người ta chia ra các loại sau: truyền động bánh răng trụ, bánh răng côn, bánh răng nghiêng, truyền động bánh vít trục vít .vv…
- Theo dạng ăn khớp prôphin răng được chia làm 2 loại: ăn khớp thân khai(là loại ăn khớp tiêu chuẩn được sử dụng nhiều nhất), ăn khớp không thân khai (bao gồm ăn khớp nôvicov, ăn khớp xitlôit, ăn khớp chốt).
Phân loại bánh răng:
- Bánh răng trụ (răng thăng và răng nghiêng).
- Bánh răng côn( răng thẳng và răng xoắn).
- Bánh vít.
Truyền động bánh răng:
- Truyền động bánh răng hình trụ dùng để quay các trục song song với nhau. Dựa vào hình dáng của răng có 3 lọai truyền động sau: truyền động bánh răng trụ răng thẳng, truyền động bánh răng trụ răng nghiêng, truyền động bánh răng chữ V.
- Dựa theo hướng nghiêng của răng bánh răng trụ răng nghiêng chia làm hai loại: nghiêng trái và nghiêng phải,trong một cặp ăn khớp ăn khớp các hướng nghiên của chúng ngược nhau. Bộ truyền bánh răng nghiêng cho phép làm việc êm hơn,tăng khả năng truyền lực. Nhược điểm của bánh răng nghiêng là sinh ra lực dọc trục trong khi bánh trụ răng nghiêng chế tạo phức tạp hơn bánh trụ răng thẳng.
- Bộ truyền bánh răng chữ V vẫn giữ được các ưu điểm trên, bên cạnh đó còn khắc phục được nhược điểm của bánh trụ răng nghiêng là triệt tiêu lực dọc trục tuy vay việc chế tạo phức tạp hơn.
Các dạng truyền động bánh răng theo công dụng:
- Tùy theo công dụng của truyền động người ta chia ra truyền vận tốc, động lực, truyền động số, truyền động có công dụng khác.
- Truyền tốc độ: bộ truyền động này thường được sử dụng ở máy bay,hộp giảm tốc của tuabin và các cơ cấu khác.
- Truyền động lực: bộ truyền này thường được sử dụng để truyền lực lớn trong các máy cán, ôtô tải,máy kéo.
- Truyền đông số: truyền động số đảm bảo chính xác góc quay giữa bánh răng chủ động và bị động. truyền động này được dùng trong các máy gia công chính xác.
- Truyền động có công dụng chung: truyền động này thường có vận tốc và tải trọng nhỏ nó dược dùng rộng rãi trong ngành chế tạo máy. Tùy theo vận tốc truyền động nó được chia ra:
- Truyền động rất chậm : <= 5 m/s
- Truyền động chậm : 0.5 - 3 m/s
- Truyền động trung bình : 3 - 15 m/s
- Truyền động cao : > 15m/s
Đặc tính của truyền động bánh răng:
- Đặc tính cơ bản của truyền động bánh răng là tỉ số truyền. Tỉ số truyền cho biết sự tương quan giữa vận tốc góc của cặp bánh răng ăn khớp. Với tỉ số truyền được ký hiệu là i và được xác định theo công thức:
i = Z2/Z1
Trong đó: Z1: là số răng bánh dẫn.
Z2: là số răng bánh bị dẫn
II. Đặc điểm hư hỏng và biện pháp khắc phục.
1. Xác định nguyên nhân hư hỏng.
- Dựa vào chức năng làm việc của hộp số , ta có thể xác định hư hỏng của các bánh răng gồm các dạng hư hỏng như: răng bị tróc bề mặt, răng bị dính, răng bị mòn. Nhưng trong bộ truyền các bánh răng truyền với vận tốc lớn, nên làm cho bộ truyền nóng lên, nhiệt sinh ra nhiều., lớp dầu bôi trơn giữa các bánh răng bị phá hỏng. Do đó hiện tương gãy và mòn răng xảy ra nhiều hơn.
- Ta không xét đến hiện tượng mòn tróc bề mặt, mà chỉ xét đến hiện tượng mòn gảy mẻ răng, tróc bề mặt răng. Hiên tượng mòn răng thường xảy ra dối với những bộ truyền bôi trơn không tốt, dầu bôi trơn bị bẩn, hoặc các bộ truyền lắp ghép không chính xác,hoạc do lúc đóng mở nắp máy làm cho hộp số không còn hoạt động không còn tốt nữa, hoặc trong quá trình hoạt động gây ra tiếng ồn.Do đó ta phải tiến hành sữa chữa.
2. Phân tích nguyên nhân hư hỏng.
Răng bị mòn:
- Đây là dạng hỏng thường xảy ra trong bộ truyền bôi trơn không tốt, chế độ chăm sóc và bảo dưỡng không định kỳ, dầu bôi trơn bẩn. Do các bộ truyền hở không có thiết bị che chắn làm bụi, hạt mài lọt vào giữa hai mặt răng ăn khớp.Do ảnh hưởng của môi trường xung quanh,cũng gây ra hiện tượng mòn nhanh, chế độ ăn khớp giảm gây ồn.
- Hiện nay chưa có phương pháp xác định độ mòn và tính toán độ mòn vì hiện tượng mòn phụ thuộc vào nhiều yếu tố mang tính chất ngẫu nhiên nên khó xác định, hiện tượng mòn được kiểm tra bằng độ ăn khớp giữa hai bánh răng bằng bột màu. Khi bánh răng vượt quá giới hạn mòn, không thể sử dụng được thì tiến hành sửa chữa.
- Để giảm độ mòn có thể tăng độ rắn và độ nhẵn trên bề mặt răng, phải có thiết bị che chắn và dùng dầu bôi trơn hợp lý.
Gãy răng - mẻ răng:
- Là dạng hỏng rất nghiêm trọng không những làm cho bộ truyền mất khả năng làm việc mà còn phá hỏng các chi tiết khác.
Răng bị gãy do các nguyên nhân:
+ Do quá tải hoặc do sự ăn khớp đột ngột giữa các bánh răng.
+ Do răng bị quá tải khi làm việc, răng bị vấp vào vật lạ hay do răng được chế tạo bằng vật liệu không đảm bảo.
+ Do chế tạo và lắp ráp không đúng, kết cấu bộ truyền không hợp lý.
+ Do các vật nhỏ lọt vào bánh răng khi truyền động làm mẻ răng, hoặc vật liệu dòn, chế tạo lắp ghép không chính xác. răng bị gãy thường do ứng suất gây nên vết gãy thường bắt đầu ở góc lượn là nơi tập trung ứng suất cao nhất.
- Để tránh hiện tượng gãy, khi tính toán tính theo sức bền mỏi uốn, khi làm việc quá tải phải kiểm tra ứng suất quá tải. Mặt khác phải tăng modun, dùng phương pháp nhiệt luyện để tăng bền, giảm tập trung ứng suất ở chân răng.
-Trong trường hợp gãy nhiều răng phải tiến hành sửa chữa bằng hàn, cấy răng hoặc thay răng mới.
Tróc bề mặt làm việc của răng:
- Đây là dạng hư hỏng trên bề mặt răng, thường xảy ra trên bộ truyền kín, không có bụi rơi vào dầu bôi trơn tốt và đầy đủ. Trong các bộ truyền ít được bôi trơn hoặc bôi trơn không đầy đủ như bộ truyền hở thì hiện tượng tróc không xảy ra, vì bề mặt bị mòn trước khi xuất hiện vết nứt, tróc bề mặt, do bề mặt bánh răng bị mỏi vì làm việc lâu với tải trọng lớn, bề mặt của bánh răng bị quá tải cục bộ.
Xước bề mặt của răng:
- Do thiếu dầu bôi trơn các bánh răng khi làm việc, nên sinh ra ma sát khô làm xước bề mặt răng.
- Để giảm bớt xước bề mặt cần có chế độ bôi trơn đầy đủ và hợp lý.
Bánh răng bị dính:
- Thường xảy ra ở các bộ truyền chịu tải trọng lớn, vân tốc cao, tại chổ ăn khớp nhiệt độ tăng cao, màng dầu bôi trơn bị phá vỡ, làm cặp bánh răng ăn khớp tiếp xúc nhau do áp suất nhiệt độ cao cặp răng dính vào nhau, khi chúng chuyển động những mảnh kim loại nhỏ sẽ đứt khỏi bánh răng này và bám vào bánh răng kia, làm cho bề mặt răng gồ ghề, biên dạng răng bị méo mó. Dính thường xảy ra ở các bánh răng có cùng vật liệu và không tôi cứng.
- Để tránh hiện tượng răng bị dính cần tăng độ nhẵn và độ cứng bề mặt răng, Dùng thêm dầu chống dính và chế độ bôi trơn đầy đủ.
- Ngoài ra bánh bánh răng còn có các hư hỏng khác: có vết nứt ở vành răng, nan hoa và mayơ, bề mặt lỗ hoặc then hoa trong mayơ bi ép vỡ, then hoa và các chỗ lượn mặt đầu răng bị vỡ.
III. Phân tích chọn phương án sửa chữa.
1. Các phương án sửa chữa.
Phương án hàn đắp:
Là phương án sử dụng nhiều và là quá trình phục hồi nhanh nhưng hiệu quả không cao. Phương án này dùng sửa chữa các chi tiết gãy, nứt, vỡ mảnh kim loại được nung nóng đến trạng thái dẻo hoặc lỏng thì được nối ghép bằng hàn. Phương pháp này chỉ sử dụng tùy theo nhu cầu làm viêc của từng nhà máy vì giá rẻ, thời gian phục hồi chi tiết nhanh.
Phương pháp ghép răng:
Có hai cách để lựa chọn là ghép răng bằng phương pháp hàn và ghép răng bằng phương pháp hàn vít. Đây là phương án tiết kiệm thời gian, ít tốn kém nhưng hiệu quả cao.
Phương pháp mạ phun:
- Là phương án ít dùng nhất vì mạ phun rất đắt chỉ dùng cho những bánh răng có độ chính xác và nhỏ không thể nào tiến hành gia công cơ được ta mới tiến hành mạ phun.
Phương án chế tạo bánh răng mới:
- Đây là phương án tốn kém nhất và hiệu quả nhất khi chi tiết không còn khả năng sửa chữa nữa. Nhược điểm của quá trình này là giá thành đắt, gia công tốn nhiều thời gian, ảnh hưởng đến thời gian hoạt động của máy
2. Bảng tiến trình công nghệ.
BẢNG TIẾN TRÌNH CÔNG NGHỆ SỬA CHỮA BÁNH RĂNG Z25
BẰNG PHƯƠNG PHÁP HÀN ĐẮP
|
THỨ TỰ |
NỘI DUNG NGUYÊN CÔNG |
MẶT CHUẨN SỐ BẬT ĐỊNH VỊ |
MẶT CHUẨN SỐ BẬC ĐỊNH VỊ |
DAO |
GHI CHÚ |
||
|
NC |
GÁ |
BƯỚC |
|||||
|
I |
|
|
Chuẩn bị trước khi sửa chữa: dùng dầu diesel rửa sạch lau khô, sau đó kiểm tra hư hỏng của chi tiết. |
|
|
|
|
|
II |
|
|
Ủ bánh răng |
|
|
|
|
|
III |
|
|
Hàn đắp kim loại |
|
Hàn bằng tay |
Que hàn |
|
|
IV |
|
|
Ủ bánh răng |
|
|
|
|
|
V |
|
|
Tiện |
Khử 5 bậc tự do |
1K62 |
|
|
|
|
1 |
Tiện tròn ngoài đạt kích thước Æ82 |
Khử 5 bậc tự do(có gắn cặp tốc) |
Máy tiện 1K62 |
Dao tiện vai T15K6 |
|
|
|
2 |
Tiện mặt trái |
Khử 5 bậc tự do(có gắn cặp tốc) |
Máy tiện 1K62 |
Dao tiện T15K6 |
|
||
|
3 |
Tiện mặt bên phải
|
Khử 5 bậc tự do(có gắn cặp tốc) |
Máy tiện 1K62 |
Dao tiện đầu cong T15K6 |
|
||
|
4 |
Vát mép hai bên đạt kích thước 2x450 |
Khử 5 bậc tự do |
Máy tiện 1K62 |
Dao tiện đầu cong T15K6 |
|
||
|
VI
|
|
|
Xọc răng hàn đạt kích thước răng ban đầu. |
Khử 5 bậc tự do. |
5M14 |
Dao xọc modun m=3 |
|
|
VII |
|
|
Nhiệt luyện bánh răng |
|
Lò tôi |
|
|
|
VIII |
|
|
Tổng kiểm tra bánh răng |
|
|
|
|
BẢNG TIẾN TRÌNH CÔNG NGHỆ SỬA CHỮA BÁNH RĂNG Z25
BẰNG PHƯƠNG PHÁP MẠ PHUN
|
THỨ TỰ |
NỘI DUNG NGUYÊN CÔNG |
MẶT CHUẨN SỐ BẬT ĐỊNH VỊ |
MẶT CHUẨN SỐ BẬC ĐỊNH VỊ |
DAO |
GHI CHÚ |
||
|
NC |
GÁ |
BƯỚC |
|||||
|
I |
|
|
Chuẩn bị trước khi sửa chữa: dùng dầu diesel rửa sạch lau khô, sau đó kiểm tra độ hư hỏng của chi tiết. |
|
|
|
|
|
II |
|
|
Gá trên máy chuyên dùng để chuẩn bị mạ phun. |
|
|
|
|
|
III |
|
|
Tiến hành mạ phun chi tiết. |
|
|
|
|
|
IV |
|
|
Kiểm ta lại chi tiết. |
|
|
|
|
BẢNG TIẾN TRÌNH CÔNG NGHỆ SỬA CHỮA BÁNH RĂNG Z25
BẰNG PHƯƠNG PHÁP GHÉP RĂNG
|
THỨ TỰ |
NỘI DUNG NGUYÊN CÔNG |
MẶT CHUẨN SỐ BẬT ĐỊNH VỊ |
MẶT CHUẨN SỐ BẬC ĐỊNH VỊ |
DAO |
GHI CHÚ |
||
|
NC |
GÁ |
BƯỚC |
|||||
|
I |
|
|
Chuẩn bị trước khi sửa chữa: dùng dầu diesel rửa sạch lau khô, sau đó kiểm tra độ hư hỏng của chi tiết. |
|
|
|
|
|
II |
|
|
Ủ bánh răng |
|
|
|
|
|
III |
|
Gia công răng gãy. |
|
|
|
|
|
|
1 |
Bào những răng gãy và những răng kế bên tạo thành rãnh đuôi én 750. |
Khử 5 bậc tự do |
Máy bào |
Dao bào T15K6 |
|
||
|
2 |
Gia công chi tiết có thể lắp khít với rãnh trên |
Khử 5 bậc tự do. |
Máy bào |
Dao bào T15K6 |
|
||
|
IV |
|
|
Ghép bulông |
|
|
|
|
|
|
1 |
Khoan lỗ trên chỗ gãy |
Khử 5 bậc tự do |
2A135 |
Mũi khoan ruộc gà |
|
|
|
2 |
Tarô |
|
Tarô băng tay |
Mũi tarô |
|
||
|
3 |
Ghép chi tiết vừa gia công vào rãnh đuôi én và bắt chặt bằng vít đầu chìm. |
|
|
|
|
||
|
V |
|
|
Tiện. |
|
|
|
|
|
|
1 |
Tiện trụ |
Khử 5 bậc tự do. |
1K62 |
Dao tiện trụ T15k6 |
|
|
|
|
2 |
Tiện hai mặt bên. |
Khử 5 bậc tự do. |
1K62 |
Dao tiện trụ T15k6 |
|
|
|
VI |
|
|
Phay răng |
|
|
|
|
|
|
1 |
Gia công thô răng. |
Khử 5 bậc tự do |
6H13 |
Dao phay modun |
|
|
|
|
2 |
Gia công tinh răng |
Khử 5 bậc tự do |
6H13 |
Dao phay modun |
|
|
|
VII |
|
|
Mài răng đạt độ nhám Ra1.6 µm |
Khử 5 bậc tự do |
Máy mài tròn ngoài |
Đá mài |
|
|
VIII |
|
|
Kiểm tra mối ghép |
Khử 5 bậc tự do |
Máy bào |
Dao bào HKC T15K6 |
|
|
IX |
|
|
Nhiệt luyện đạt độ cứng 42÷46 HRC |
|
Lò tôi |
|
|
|
X |
|
|
Tổng kiểm tra. |
|
|
|
|
BẢNG TIẾN TRÌNH CÔNG NGHỆ SỬA CHỮA BÁNH RĂNG Z25
BẰNG PHƯƠNG PHÁP CHẾ TẠO MỚI
|
THỨ TỰ |
NỘI DUNG NGUYÊN CÔNG |
MẶT CHUẨN SỐ BẬC ĐỊNH VỊ |
MẶT CHUẨN SỐ BẬC ĐỊNH VỊ |
DAO |
GHI CHÚ |
||
|
NC |
GÁ |
BƯỚC |
|||||
|
I |
|
|
Chọn phôi cán có đường kính Æ85, chiều dài L=100 |
|
|
|
|
|
II |
|
|
Tiện
|
Định vị trên mâm cặp 3 chấu khử 5 bậc tự do. |
1K62 |
Dao đầu cong T15K6 Mũi khoan ruột gà Thép gió P18
Dao tiện vai T15K6
Dao tiện cắt đứt T15K6
|
|
|
III |
|
|
|
Định vị trên mâm cập ngược 3 chấu khử 5 bậc tự do. |
1K62 |
Dao đầu cong T15K6 Dao tiện lỗ T15K6
Dao đầu cong T15K6
|
|
|
IV |
|
|
|
Trục gá, Khử 5 Bậc tự do |
Máy tiện 1K62 |
Dao tiện vai T15K6
Dao xén mặt đầu T15K6 Dao tiện cắt rãnh T15K6
Dao đầu cong T15K6
|
|
|
V |
|
|
- Phay răng |
Khử 5 bậc tự do. |
5k324 |
Dao modul trục vít |
|
|
VI |
|
|
- Xọc rãnh then hoa |
Khử 5 bậc tự do |
743 |
Dao xọc rãnh then |
|
|
VII |
|
|
Nhiệt luyện cao tần. |
|
|
|
|
|
VIII |
|
|
Mài răng. |
|
|
|
|
|
|
|
|
Tổng kiểm tra |
|
|
|
|
- Đây là phương án tốt nhất và hiệu quả nhất khi chi tiết không còn khả năng sửa chữa, đạt được các yêu cầu của chi tiết, Sử dụng được trong thời gian dài. Nhược điểm của phương án này là giá thành đắt, Gia công tốn nhiều thời gian, ảnh hưởng đến thời gian hoạt động của máy.
Chọn phương án thích hợp nhất
- Các phương án nêu trên thì phương án nào cũng có ưu điểm và nhược điểm,ở đây ta chọn phương án chế tạo mới nhằm bảo trì máy định kì.Do vậy phương án chế tạo nới là tối ưu nhát vì nó đảm bảo tính kỹ thuật cao.
3. Bảng tiến trình công nghệ.




























