
THIẾT KẾ QUY TRÌNH SỬA CHỮA KÍCH CÁ SẤU, đồ án môn học công nghệ chế tạo máy đĩa nâng, bài tập lớn công nghệ chế tạo máy đĩa nâng, thiết kế quy trình công nghệ gia công chi tiết đĩa nâng
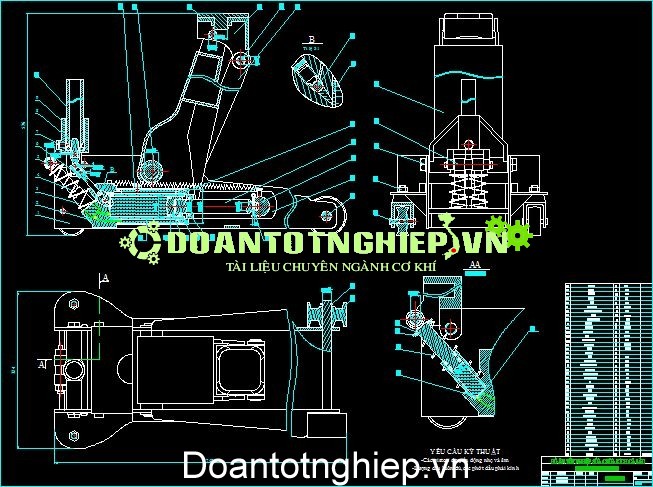
THIẾT KẾ QUY TRÌNH SỬA CHỮA ĐĨA NÂNG CỦA KÍCH CÁ SẤU
- PHẦN I: CHỨC NĂNG LÀM VIỆC
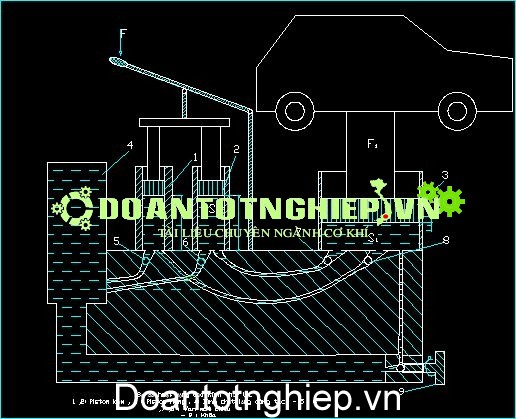
- Kích cá sấu có chức nâng nâng đở ô tô từ thấp lên cao để sủa chữa.
- Tùy theo tải trọng của ô tô, vật nâng mà cấu tạo của kích khác nhau.
- Chính vì đặc điểm nâng lên hạ xuống dễ dàng góp phần vào việt sủa chữa bão dưỡng dễ dàng nhanh chống.
- Đĩa nâng là phần tiếp xúc với ô tô,vật nâng,tì trên gá đỡ.
- Đĩa nâng làm việc phải chịu tải do đó được chế tạo bằng gang xám.do chỉ có chức nâng đỡ nên được gia công thô không cần độ chính xác cao.
-
- PHẦN II: PHÂN TÍCH ĐẶC ĐIỂM HƯ HỎNG
- Xác định nguyên nhân hư hỏng:
-Dựa vào chức năng làm việc của đĩa nâng, ta có thể xác định hư hỏng của đĩa nâng có các dạng hư hỏng như: bị mòn, nức hoặc bể. Nhưng kích cá sấu với thời gian làm việc nhiều và chịu tải trọng lớn đĩa nâng nóng lên, nhiệt sinh ra nhiều, đĩa nâng làm việc phải chiệu nén và chiệu xoắn.Do đó hiện tượng nức bể ra nhiều hơn.
-Ta xét đến hiện tượng nức bể các bề mặt trên đĩa nâng, nức làm cho đĩa làm việc không tốt hoặc đĩa nâng bị bể không làm việc được. Do đĩa nâng làm việc quá tải chịu tải lớn.Bi bể không còn làm việt được nữa do đó ta phải tiến hành sửa chữa.
-
Phân tích nguyên nhân hư hỏng:
- Đĩa bị nức và vỡ:
Đây là dạng hỏng nghiêm trọng thường xảy ra trong các chi tiết làm việc chịu tải trọng lớn, chịu nén mà làm việc quá tải trọng định mức nên đĩa nâng thường bị nức,vỡ không còn làm việc được.
Do đĩa nâng làm bằng gang xám ,gang xám là vật liệu cứng nhưng mà lại giòn nên dễ nức ,vỡ
Trong trường hợp nức ,vỡ tiến hành sữa chữa bằng phương pháp hàn hoặc thay mới.
- Đĩa nâng bị mòn phần trục lắp ghép với giá đỡ.
Là dạng ít xảy ra đối với chi tiết chịu nén nhưng cững có thể xảy ra do đĩa nâng cũng thường xoay do phần trục lắp ghép với giá đỡ.
- PHẦN III: BIỆN PHÁP HẠN CHẾ HƯ HỎNG:
-Tránh làm việc quá tải trọng cho phép.
- PHẦN IV: PHÂN TÍCH VÀ LỰA CHỌN PHƯƠNG ÁN
A-CÁC PHƯƠNG ÁN
- Phương án hàn:
Là phương án sữ dụng nhiều và quá trình phục hồi nhanh hơn nhưng hiệu quả không cao. Phương án này dùng sữa chữa các chi tiết gãy, nức, vỡ mãnh kim loại được nung nóng đến trạng thái dẻo hoặc lỏng khi được nối ghép bằng hàn. Phương án này chỉ sữ dụng tùy theo nhu cầu làm việc của từng nhà máy vì giá rẻ, thời gian phục hồi chi tiết nhanh.
+ Ưu điểm:
.tiết kiệm nhiều kim loại so với phương pháp nối khác như tán rivê,ghép bulông,hoặc so với đúc .
.Hàn có thể nối những kim loại khác nhau ,như kim loại đen với kim loại đen, kim loại với vật liệu phi kim …
+ Nhược điểm :sau khi hàn tồn tại ứng suất dư,vật liệu dễ biến dạng (cong, vênh)Phương án chế tạo mới:
Đặc điểm :đây là phương pháp tốt nhất và hiệu quả nhất khi chi tiết đã không còn khả năng sửa chữa hoặc đã qua sửa chữa nhiều lần .
- Ưu điểm:
- Các chi tiết sau khi chế tạo mới có thể đáp ứng đầy đủ các yêu cầu kĩ thuật của nó :độ sai số về hình học ,độ nhám bề mặt…
- Sẽ có hiệu quả kinh tế nếu chi tiết gia công mới đơn giản và không đòi hỏi nhiều trang thiết bị máy móc để gia công
.Nhược điểm:
- Về kinh tế :giá thành đắt nếu chi tiết gia công phức tạp đòi hỏi trang thiết bị máy móc nhiều, gia công tốn nhiều thời gian, ảnh hưởng đến thời gian hoạt động của máy.
B- TIẾN TRÌNH LÀM VIỆC CỦA TỪNG PHƯƠNG ÁN VÀ SƠ ĐỒ CÁC NGUYÊN CÔNG SỬA CHỮA:
1)Phương án hàn:
|
STT |
Tên NC |
Gá |
Bước |
Máy |
Dao |
Định vị |
Dụng cụ kt |
|
|
I |
Chuẩn bị phôi |
|
Làm sạch chi tiết bụi bẩn dầu mỏ |
|
|
|
|
|
|
II |
Hàn đắp |
|
Hàn lên phần bị nức bị vỡ |
Máy hàn |
Que hàn |
|
Thước cặp 1/50 |
|
|
III |
Phay |
|
Phay lại bề mặt đĩa nâng sau khi hàn |
6H12
|
Dao phay mặt đầu |
|
Thước cặp 1/50 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
VII |
Tổng kiểm tra |
|
Kiểm tra về kt dung sai hình dáng hình học, vị trí tương quan |
|
|
|
Thước cặp 1/50 eke |
|
2)phục hồi bằng phương pháp chế tạo mới:
|
STT |
Tên nc |
Gá |
Bước |
Máy |
Dao |
Định vị |
Dụng cụ kt |
|
|
I |
Chuẩn bị phôi |
|
Chọn phôi có kích thước Ø120mm có chiều dài 50mm |
|
|
|
|
|
|
II |
Tiện |
|
1.khỏa mặt đầu L=50 mmđạt L=49mm 2.tiện thô 1 phần trụ từ Ø120 đạt Ø118 3.khỏa mặt đầu L=49mm đạt L=48mm 4.tiện thô 1 phần trụ L=35 , Ø120 đạt Ø32
|
1K62 |
-Dao xén mặt đầu |
|
Thước cặp 1/50 |
|
|
1K62 |
Dao vai thép hợp kim |
|
Thước cặp 1/50 |
|||||
|
5.Tiên tinh phần trụ L=35, Ø32 đạt Ø30 6.Vạt mặt L=14 đạt L=13. 7.Vát mép 2x45o 8.Tiện rãnh ăn sâu 2mm rộng 2mm 8.Vát mặt đầu 2x45o
|
1K62
|
Dao tiện vai thép hợp kim |
|
Thước cặp 1/50 |
||||
|
|
||||||||
|
III
|
Phay |
|
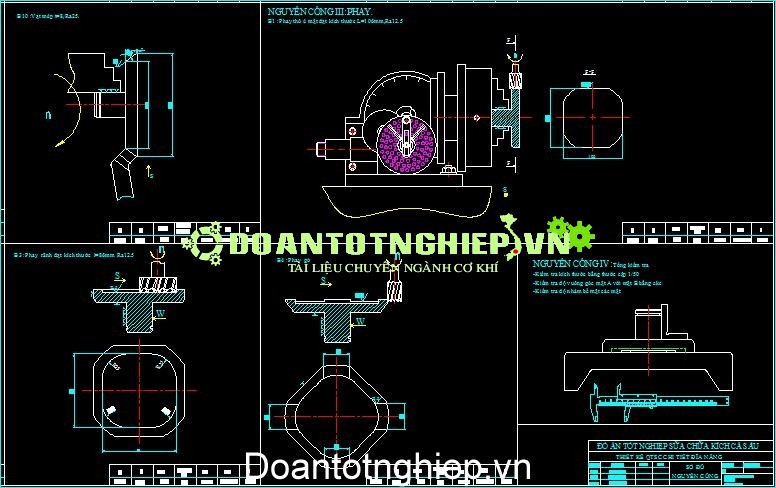
1.Phay thô 4 mặt đạt kích thước L=106mm 2.Phay rãnh rộng 60mm, dài 86mm |
6H12 |
Dao phay ngón thép gió |
|
Thước cặp 1/50 |
|
|
III
|
Phay |
|
3.Phay rãnh |
6H12 |
Dao phay mặt đầu gắn mảnh hợp kim |
|
Thước cặp 1/50 |
|
|
III
|
Phay |
|
4.Phay gờ |
6H12 |
Dao phay ngón thép gió |
|
Thước cặp 1/50 |
|
|
IV |
Tổng kiểm tra |
|
-Kiểm tra về kt ,dung sai. -Kiểm tra độ nhám các bề mặt lắp ghép -Kiểm tra độ vuông góc mặt dưới đĩa với phần trụ -Kiểm tra độ song song mặt trên và mặt dưới đĩa nâng |
|
|
|
Thước cặp 1/50 EKE |
3 CHỌN PHƯƠNG ÁN SỮA CHỮA
Chọn phương án tốt nhất:
Qua 2 phương án trên ta chọn phương án chế tạo mới vì:
- Phương pháp hàn do khi hàn sẽ làm thay đổi cơ tính của vật liệu mà đĩa nâng là phần chịu lực lớn cho nên không đảm bảo yêu cầu
- Chi tiết sau khi gia công mới độ chính sác cao hơn (tính kỹ thuật cao) tuy rằng mất thời gian. Nhưng được chọn vì đĩa nâng làm nhiệm vụ chịu lực chịu nén lớn từ vật nâng nên cần độ cứng cao.
-
4 .QUY TRÌNH CÔNG NGHỆ SŨA CHŨA ĐĨA NÂNG
...............................................................................

























