
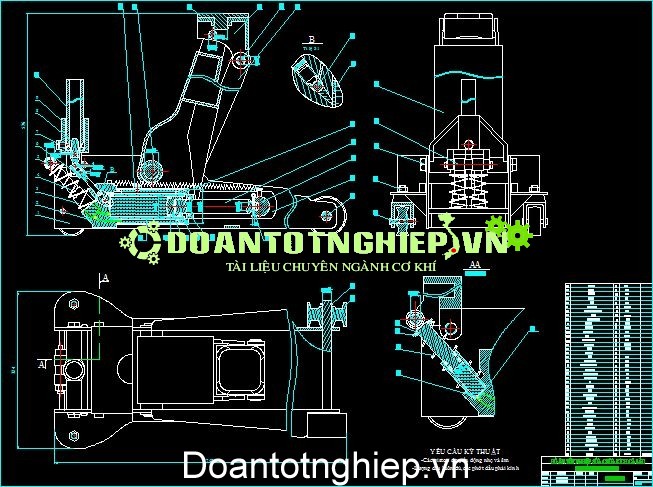
THIẾT KẾ QUY TRÌNH SỬA CHỮA KÍCH CÁ SẤU SỮA CHỮA CHI TIẾT GIÁ ĐẨY PISTON, đồ án môn học công nghệ chế tạo máy GIÁ ĐẨY PISTON, bài tập lớn công nghệ chế tạo máy GIÁ ĐẨY PISTON, thiết kế quy trình công nghệ gia công chi tiết GIÁ ĐẨY PISTON
PHẦN I : PHÂN TÍCH CHI TIẾT SỬA CHỮA (GIÁ ĐẨY PISTON)
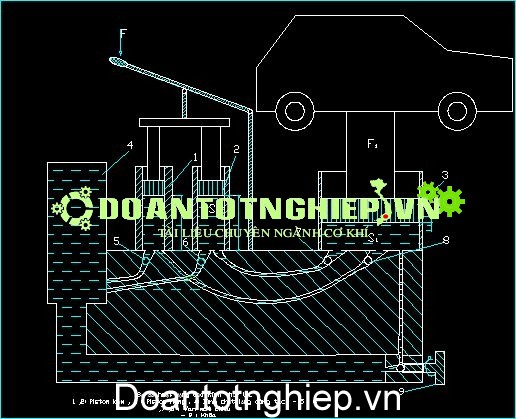
1.1Phân tích công dụng và điều kiện làm việc của chi tiết
-Là chi tiết giá đẩy piston
-Khi người làm việc tác dụng lực nhấn thanh đòn gắn trực tiếp xuống đẩy piston. Nó sẽ tác dụng lực đẩy xuống 2 piston nhỏ làm chúng bơm dầu vào xilanh va xilanh sẽ nâng bàn nâng lên
.
1.2 Phân tích vật liệu chế tạo
- Vât liệu làm là dùng thép cacbon kết cấu
- C45 : C có nghĩa là thép cacbon: 45 là chỉ hàm lượng cacbon trung bình la 0,45%
-Thép cacbon kết cấu là loại thép có hàm lượng S,P rất nhortinhs năng lý hóa tốt,Hàm lượng cacbon chính xác và chỉ tiêu cơ tính rõ ràng.
-Thép kết cấu cacbon dùng trong chi tiết máy chịu lực cao hơn, vật liệu ơ dạng này thường đươc cung cấp ở dạng bán thành phẩm.
- Độ cứng của chi tiết sau khi nhiệt luyên đac 50- 55 HRC.
1.5 Phương pháp chế tạo phôi.
Vật liệu chế tạo là thép C45
Dạng sản xuất hàng loạt vừa
Hình dạng hình học cũng khá phức tạp
Là chi tiết có sẵn đúc vật liệu là C45
PHẦN II :PHÂN TÍCH ĐẶC ĐIỂM, NGUYÊN NHÂN HƯ HỎNG VÀ BIỆN PHÁP KHẮC PHỤC HƯ HỎNG.
Nguyên nhân hư hỏng:
Do chi tiết có nhiều lỗ có tham gia vào quá trình làm việc nên về lâu dài chi tiết lỗ sẽ bị mòn, những lỗ có thành mỏng có thể bị vỡ nứt.
Chi tiết bị mòn sẽ gây ra tiếng ồn. Hoạt động không êm, không nhẹ nhàng.
Ren có thể bị mòn khi tháo lắp nhiều lần.
Biện pháp khắc phuc hư hỏng:
Phương pháp chế tạo mới: Là phương pháp đúc.
|
STT |
Tên NC |
Gá |
Bước |
Máy |
Dao |
Định vị |
Dụng cụ kt |
|
I |
Chuẩn bị phôi |
|
Cao sach bavia. Bụi |
|
|
|
|
|
II |
Khoan khoet doa |
|
|
|
|
|
1/50 Thước cặp |
|
III |
Phay |
|
Phay lai các bề mặt chưa bằng phẳng |
6H12
|
Dao phay mặt đầu |
|
Thước cặp 1/50 |
|
IV
|
Mài |
|
Mài các bề mat yeu độ nhám cao |
|
|
|
|
|
|
|||||||
|
IV |
Tổng kiểm tra |
|
Kiểm tra về kt dung sai hình dáng hình học, vị trí tương quan |
|
|
|
Thước cặp 1/50 eke |
Phương pháp sửa chửa
|
STT |
Tên NC |
Gá |
Bước |
Máy |
Dao |
Định vị |
Dụng cụ kt |
|
|
I |
Phoi ban dau |
|
|
|
|
|
|
|
|
II |
Rà lỗ tam để kep chặt |
|
|
|
|
|
1/50 Thước cặp |
|
|
II |
Khoet doa |
|
|
6H12
|
|
|
Thước cặp 1/50 |
|
|
III
|
Tien bạc |
|
Tiện bac l=41, Duong kinh ngoai 22 Đường kinh trong13 |
|
|
|
|
|
|
|
||||||||
|
IV |
Ép bạc |
|
Kiểm tra về kt dung sai hình dáng hình học, vị trí tương quan |
|
|
|
Thước cặp 1/50 eke |
|
|
V |
Khoét ,doa ,vác mep |
|
Khoét từ duong kinh 13 đạt dường kính 15.6 Doa từ 15.6 dat 16 Vác mép 1x1 |
|
|
|
|
|
VI |
Trở đầu khoét doa vác mep mặt con lai |
|
Khoét từ duong kinh 13 đạt dường kính 15.6 Doa từ 15.6 dat 16 Vác mép 1x1 |
|
|
|
|
|
VII |
Kiểm tra |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Chon 1 phuong phap tối ưu nhất
Trong 2 phương phap trên. Em thấy la tan en chon Phuong phap sử chữa lại chi tiết vì phương pháp chế tạo mới là mất nhiều thời gian gia công, Tốn kém nhiều chi phí
PHẦN III: QUY TRINH CÔNG NGHỆ SỬA CHỮA GIÁ ĐẨY PISTON
...............................................................................


























