
THIẾT KẾ QUY TRÌNH SỬA CHỮA CỤM BÁNH RĂNG DI TRƯỢT Z26 VÀ Z22 TRONG HỘP SỐ MÁY BÀO
, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
THIẾT KẾ QUY TRÌNH SỬA CHỮA CỤM BÁNH RĂNG DI TRƯỢT Z26 VÀ Z22 TRONG HỘP SỐ MÁY BÀO
PHẦN 1 : PHÂN TÍCH CHI TIẾT SỬA CHỮA (CTSC)
- Phân tích công dụng và điều kiện làm việc của chi tiết sửa chữa:
Trong hộp số máy bào của nhóm em thì cụm bánh răng Z26 và Z22 là bánh răng di trượt ăn khớp với cụm bánh răng trên trục có nhiệm vụ nhận truyền động từ bộ truyền ăn khớp răng với nhau để truyền động qua bánh răng làm quay trục bánh răng. Để hiểu rõ hơn đặc điểm và công dụng cũng như ưu và nhược điểm của cụm bánh răng thẳng Z26 và Z22 ta thử phân loại về đặc điểm và công dụng của từng loại bánh răng.
+ Khối Bánh Răng (Z26 và Z22)
Trong hộp số máy bào của nhóm em thì bánh răng Z26 ăn khớp với bánh răng Z13 và bánh răng Z22 ăn khớp với bánh răng Z18 như vậy có nhiệm vụ là truyền chuyển động truyền lực từ trục chủ động sang trục bị động. Như vậy bánh răng này để truyền chuyển động quay giữa các trục , cách truyền là truyền động bánh răng trụ răng thẳng truyền động giữa hai trục song song nhờ vào cơ cấu ly hợp vấu và để hiểu rõ hơn khối bánh răng Z26 và Z22 ta vào phân loại và công dụng chung của truyền động bánh răng, để xem khối bánh răng Z26 và Z22 thuộc nhóm nào và có đặc điểm gì ?
ö Công dụng chung của truyền động bánh răng là:
- Bánh răng là những chi tiết dùng để truyền lực và chuyển động mà chúng ta thường thấy trong nhiều máy khác nhau. Với sự phát triển của ngành chế tạo máy và với yêu cầu của sửa chữa thay thế, các loại chi tiết này ngày càng sản xuất nhiều
hơn. Ở nhiều nước người ta đã xây dựng nhà máy ,phân xưởng chuyên sản xuất bánh răng, bánh vít với trình độ cơ khí hóa và tự động hóa cao.
- Truyền động bánh răng được sử dụng rộng rãi vì chúng có những ưu điểm như: khả năng truyền lực lớn ,đảm bảo tỉ số truyền chính xác , hiệu suất truyền động cao ,tỉ số truyền lớn, ..v.v…
- Trong các loại máy như : máy công cụ, máy nông nghiệp ,ô tô ,động cơ đốt trong ,cần trục ,v.v… truyền động bánh răng là cơ cấu quan trọng nhất.
- Phạm vi tốc độ và khả năng truyền chuyển động của bộ truyền bánh răng rất lớn. Các hộp giảm tốc của bánh có khả năng truyền công suất hàng chục KW. Tốc
độ vòng quay của các bánh răng trong các cơ cấu truyền chuyển động có thể đạt tới 150m/s. Bánh răng truyền chuyển động quay được gọi là bánh chủ động, bánh được truyền chuyển động quay gọi là bánh bị động (chỉ xét một cặp bánh răng ăn khớp).
- Sử dụng bộ truyền bánh răng có thể truyền chuyển động giữa các trục chéo nhau ,vuông góc nhau ,hoặc song song với nhau.
- Tùy thuộc vào hình dạng của bánh răng mà người ta chia các loại sau :truyền động bánh răng trụ, bánh răng côn, bánh răng nghiêng ,truyền động trục vít bánh vít ,v.v…
- Theo dạng ăn khớp Prophin răng được chia thành hai loại:
¶ Ăn khớp thân khai :là loại ăn khớp tiêu chuẩn và được sử dụng nhiều nhất.
¶ Ăn khớp không thân khai bao gồm: ăn khớp novikov ,ăn khớp xicloit ,ă khớp chốt .
- Phân loại bánh răng : bánh răng được chia làm ba loại sau:
¶ Bánh răng trụ (răng thẳng và răng nghiêng)
¶ Bánh răng côn (răng thẳng và răng xoắn)
¶ Bánh vít
- Phân tích vật liệu chế tạo CTSC:
Khối bánh răng Z22 và Z26 trong hộp số máy bào được sữa chữa bằng phương pháp chế tạo mới. Nên ta chọn phôi thanh, vật liệu làm phôi là thép CT3 được đúc ra và ủ để phôi không bị hư, và khi lấy ra gia công được dễ dàng, phôi không bị biến tính, không bị khuyết tật bên trong.
- Phân tích hình dạng, kết cấu CTSC.
Hình dạng kết cấu chi tiết cũng đơn giản, hình dạng hợp lý khi lắp vào hộp số.
Kích thước quan trọng khi gia công là ở nguyên công xọc rãnh then hoa và nguyên công xọc răng vì đây là mối ghép giữa trục then hoa và lỗ then hoa, sự ăn khớp của các bánh răng với nhau.
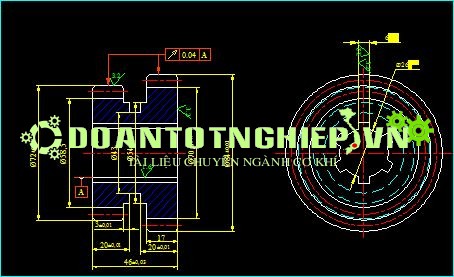
- Phân tích độ chính xác của chi tiết sửa chữa:
Độ chính xác về kích thước
-Bề rộng khối bánh răng B=46mm
Có sai lệch giới hạn trên: ES= +0,03
Có sai lệch giới hạn dưới: es= -0,03
-Đường kính đỉnh của bánh răng Z26 D= 84
Có sai lệch giới hạn trên là: ES= +0,03
Có sai lệch giơi hạn dưới là: es= -0,03
-Đường kính chân của bánh răng Z26 D = 70,5
Có sai lệch giới hạn trên là: ES = +0,03
Có sai lệch giới hạn dưới là: es= -0,03
-Đường kính đỉnh của bánh răng Z22 D =72
Có sai lệch giới hạn trên là: ES= +0,03
Có sai lệch giới hạn dưới là: es= -0,03
-Đường kính chân của bánh răng Z22 D= 58,5
Có sai lệch giới hạn trên là: ES= +0,03
Có sai lệch giới hạn dưới là: es= - 0,03
-Bề rộng của mỗi bánh răng là B= 20
Có sai lệch giới hạn trên là: ES= +0,01
Có sai lệch giới hạn dưới là: es= - 0,01
-Lỗ then hoa có D= 32
-Lỗ then hoa có d= 26
Có sai lệch giới hạn trên là: ES= +0,02
Có sai lệch giới hạn dưới là: es= 0
-Bề rộng rãnh then hoa b= 6
Có sai lệch giới hạn trên là: ES= +0,02
Có sai lệch giới hạn dưới là: es= +0,01
Độ chính xác về hình dáng hình học:
-Dung sai độ song song của rãnh then là 0,01mm
-Dung sai độ đối xứng của rãnh then là 0,02mm
Độ chính xác về vị trí tương quan:
-Dung sai độ đảo hướng kính so với bề mặt A là 0,04mm.
Chất lượng bề mặt ( độ nhám và độ cứng):
-Độ nhám bề mặt bánh răng là 3,2Ra.
-Độ nhám d của rãnh then hoa là 1,6Ra.
-Độ nhám 2 mặt bên rãnh then b là 3,2Ra.
PHẦN 2: PHÂN TÍCH TÌNH TRẠNG, NGUYÊN NHÂN VÀ BIỆN PHÁP KHẮC PHỤC HƯ HỎNG CỦA CHI TIẾT
2.1. Các hư hỏng thường gặp:
Khi truyền momen xoắn tại chỗ ăn khớp sẽ sinh ra lực pháp tuyến Pn. Lực này nằm trên đường ăn khớp và vuông góc với bề mặt thân khai của răng ,lực pháp tuyến Pn sẽ làm cho răng chịu uốn và nén. Mặt khác khi ăn khớp cặp răng ăn khớp sẽ trượt trên nhau tạo nên lực ma sát , dưới tác dụng của các lực này xảy ra các dạng hư hỏng sau.
Hiện tượng gãy răng thường xảy ra với các bộ truyền bôi trơn không tốt ,dầu bôi trơn bị bẩn , hoặc trong các bộ truyền lắp ghép không chính xác, hoặc va đập đột ngột trong quá trình đóng và mở máy. Làm cho hộp giảm tốc hoạt động không tốt, gây nên tiếng ồn. Do đó ta phải tiến hành sửa chữa.
- Răng bị gãy
Là dạng hỏng rất nghiêm trọng, không những làm cho bộ truyền mất khả năng làm việc mà đôi khi còn phá hỏng những chi tiết khác. Răng bị gãy thường do ứng suất uốn gây nên, vết gãy thường bắt đầu ở góc lượn và nơi có tập trung ứng suất uốn, tại đây có giá trị lớn nhất. Răng bị gãy có khả năng bị quá tải, do mỏi do vật liệu dòn, do chế tạo không chính xác hay sử dụng không đứng cách.
Do chế tạo và lắp ráp không đúng, kết cấu bộ truyền không hợp lý.
Do các vật nhỏ lọt vào bánh răng khi bánh răng truyền động làm mẻ răng hoặc các chi tiết khác bị quá tải. Nhưng hầu hết các vết gãy do quá tải ,mỏi ,hoặc vật liệu dòn, chế tạo lắp ghép không chính xác…răng thường gãy do ứng suất. Vết gãy thường bắt đầu ở góc lượn là nơi tập trung ứng suất.
.............................................................................................................................................................................................................
PHẦN 3: PHÂN TÍCH VÀ LỰA CHỌN PHƯƠNG ÁN SỬA CHỮA TỐI ƯU
3.1 Phân tích ưu nhược điểm cho tưng phương án sửa chữa:
- Khi bánh răng bị mòn ta có thể sửa bánh răng
- Phương pháp hàn đắp
- Khi bánh răng bị gãy hoặc nứt ta chọn phương án:
- Phương án ghép răng
- Ghép răng bằng phương pháp hàn
- Ghép răng bằng vít
- Phương án chế tạo bánh răng mới
- Phương pháp hàn đắp
Là phương án sử dụng nhiều trong quá trình phục hồi nhanh nhưng hiệu quả không cao. Phương án dùng trong chi tiết gãy nứt, mãnh kim loại được nung nóng tới trạng thái dẻo, lỏng khi dùng phương pháp hàn. Phương án sử dụng tùy nhu cầu của từng nhà máy vì giá thành rẻ, thời gian phục hồi nhanh nhưng thường chỉ dùng khi không còn phương án nào.
- Phương án ghép răng
Có hai phương án để lựa chọn hàn và ghép răng bằng vít. Hai phương án có thể tiết kiệm được thời gian nhưng hiệu quả không cao về độ bền. Khi làm việc ở tốc độ cao, hiệu trong tải va đập.
- Chế tạo bánh răng mới
Đây là phương án tốt nhất và hiệu quả khi chi tiết không còn khả năng sửa chữa hoặc sửa chữa không đạt yêu cầu kỹ thuật. Đặc điểm của phương án này là giá thành đắt, gia công tốn kém thời gian ảnh hưởng tới thời gian làm việc của máy, chất lượng chi tiết đảm bảo.
3.2. Chọn một phương án sửa chữa tối ưu:
KẾT LUẬN: Qua việc phân tích các phương án sửa chữa em thấy tất cả các phương án đều không phù hợp để có thể đảm bảo tính năng độ bền làm việc ở tốc độ cao không ảnh hưởng tới tỉ số truyền, ảnh hưởng tới các chi tiết làm việc cùng không tránh khỏi việc sửa chữa gặp nhiều khó khăn trong khâu hàn đắp răng, rãnh then cần thợ lành nghề để đảm bảo mối ghép, cũng như sức bền bánh răng theo YCKT. Do đó em chọn phương án phù hợp nhất là CHẾ TẠO TRỤC RĂNG MỚI.
PHẦN 4: LẬP QUY TRÌNH SỬA CHỮA CHI TIẾT
Gồm 6 nguyên công:
- Nguyên công I : chọn phôi, làm sach phôi, kiểm tra phôi
- Nguyên công II:
B1: vát mặt đầu đạt kích thước L=48mm.
B2: khoan lỗ mồi D= 14mm.
B3: khoan lỗ tiếp đạt d= 18mm.
B4: khoan lỗ đạt kích thước d= 22mm.
B5:khoan lỗ đạt kích thươc d= 22mm.
B6: khoét tinh lỗ đạt kích d= 26mm.
-Nguyên công III:.............................................................................................................
......................................................................................................................................................
MỤC LỤC
Nội dung trang
Lời nói đầu ............................................................................................. 1
Nhận xét của giáo viên hội dồng xét duyệt.............................................. 2
Mục lục.................................................................................................... 3
Phần 1: Phân tích chi tiết sửa chữa...................................................... 4-7
Phần 2: Phân tích tình trạng, nguyên nhân và các biện pháp khắc phục hư
hỏng của chi tiết .................................................................................. 8-11
Phần 3: Phân tích và lựa chọn phương án sửa chữa tối ưu ................. 12-13
Phần 4: Lập quy trình công nghệ sửa chữa chi tiết.............................. 14
Phần 5: Tính toán chế độ cắt............................................................... 15-29
Kết luận .................................................................................................. 30
Tài liệu tham khảo .................................................................................. 31




























